 订阅
订阅海宝系统的工艺设置(1)
来源:网络收集 点击: 时间:2024-07-27本 CNC 标准配置集成了多种切割工艺逻辑,允许用户配置切割工艺时序,以获得最佳的切割性能。不同的 CNC 配置,所提供的选项也会有所不同。
 2/7
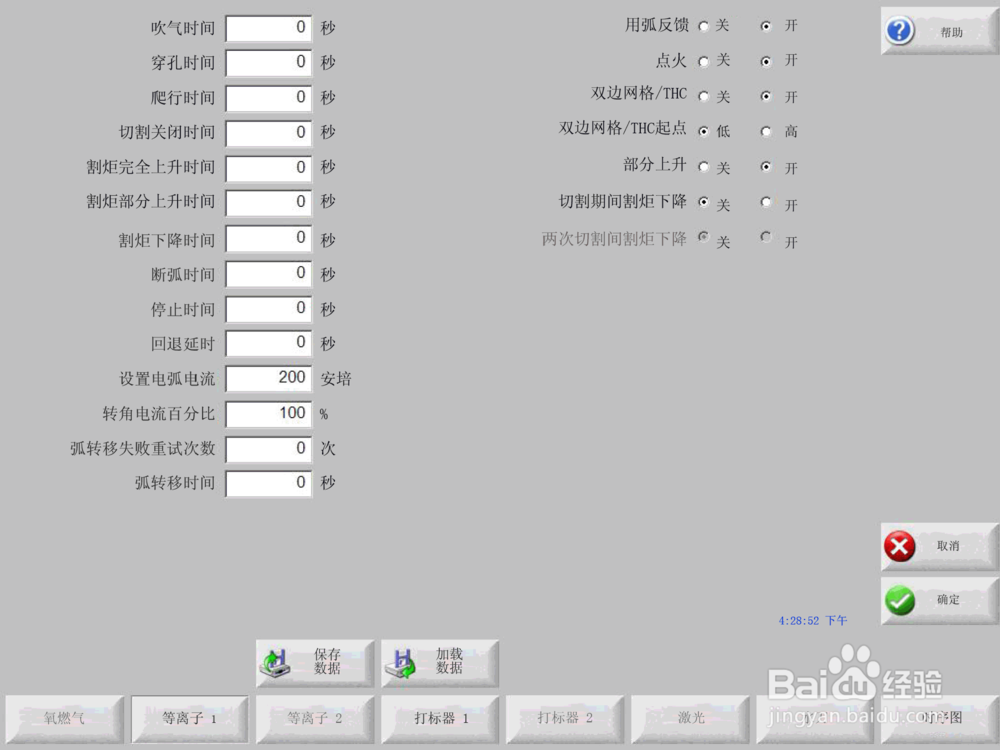
2/7上图以等离子切割类型为例,通过多种工艺时序调整,可以针对等离子系统和待切割的材料调整切割工艺,从而获得理想的切割性能。按“时序图”软键或键盘空格键,用户能够查看工艺逻辑图。
另外,各种切割类型还能将工艺设置结果保存并加载到硬盘、软盘或 U 盘的文件中。 按ALT 键可以保存或加载数据。
 3/7
3/7氧燃气
本系统支持 Sensor OHC 和其他形式的 OHC 升降体配置。 在这种混合配置中,必须通过站点选择、自动/全部选择或手动选择对站点进行定义。虽然本系统支持两种类型的 OHC升降体,但用户每次只能使用一种。
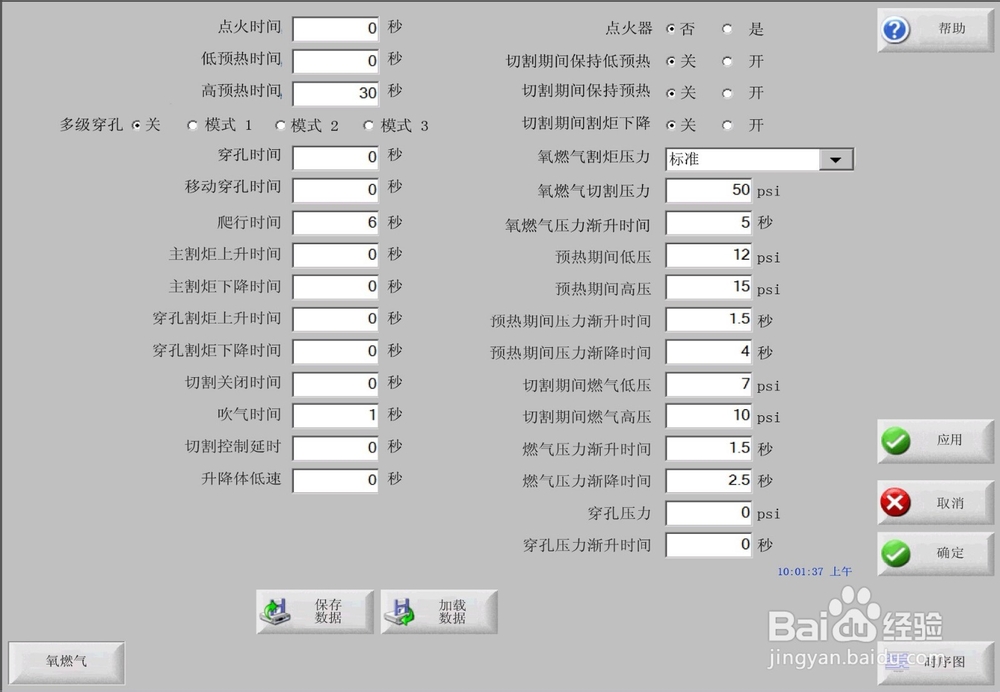
本 CNC 集成有以下氧燃气切割控制逻辑。选择氧燃气时,可通过以下参数自定义要切割金属的逻辑。当这些参数更改后,下面的时序图也会随之变化,显示新的时序参数。 此屏幕位于“设置”窗口中的“切割类型”软键下方。
注: 按两次“启动”键(键盘为F9)可以忽略所有计时器,直接开始切割。
 4/7
4/7点火时间
指定每次点火时氧燃气点火器保持点火状态的时间。
低预热时间
对具有低预热功能的切割系统,此参数允许操作工在高预热前设置激活低预热输出的延时时间。
高预热时间
指定穿孔前在各穿孔位置预热工件的等待时间。 在运行期间,操作工可以使用“设置”、“延长”或“放弃”软键自定义具体的待切割金属的预热时间。
多级穿孔
按照已安排的气体压力进度执行穿孔。 若选中此选项,三个“多级穿孔时间”参数将取代“穿孔时间”、“移动穿孔时间”和“爬行时间”参数。
要启用此设置,从三种模式中选择一种,并设置三个多级穿孔值:
见附图1
在“观察”窗口中,显示与这些参数关联的输入/输出打开时爬行的状态。
见附图2
穿孔时间
指定切割气体打开之后割炬降低到切割位置之前这段过程的延时时间。
移动穿孔时间
“移动穿孔时间”参数指定移动穿孔时穿孔输出的持续时间。
爬行时间
指定穿孔之后割炬以爬行速度运行的时间。 “爬行速度”取决于“速度设置”屏幕中的设置参数,以编程切割速度的百分比表示。爬行时间结束后,控制装置将加速至全速切割。此参数非常有用,允许操作工在全速切割前加热切割面,并使得金属穿孔更彻底。
注: 穿孔后可能需要一段爬行时间以便渐升切割电压,具体取决于等离子系统的性能。
主割炬上升时间
指定每次切割完成后割炬上升的时间。 通常用于确定割炬头的间隙,将割炬返回预设停止位置。
主割炬下降时间
指定每次开始新一轮切割时割炬下降所用的时间。 本时间包含从预设停止位置下降割炬的时间,因此通常比穿孔割炬下降时间长。

 5/7
5/7穿孔割炬上升时间
指定穿孔过程中割炬上升所用的时间。 此参数用于设置割嘴和待切割金属表面之间的距离。
穿孔割炬下降时间
指定穿孔过程中割炬下降所用的时间。
切割关闭时间
“切割关闭延时”参数指定每次切割结束后切割输出保持有效的时间。
注:此参数可以根据工艺需要设置负值(设置负值时就是提前关闭切割)
吹气时间
指定在一段切割完成后,转向下一段切割前,割炬暂停以吹送氧气的时间。
切割控制延时
穿孔启动后切割控制输出延迟的时间。
升降体低速
此计时器控制通过“割炬上升”和“割炬下降”输出打开的升降体低速输出。升降体低速输出在升降体低速时间结束后关闭。 升降体低速计时器的设定值应小于“主割炬上升时间”和“主割炬下降时间”设定值。
点火器
当选择“否”时,此功能可以在两个切割段之间打开预热。对于没有自动割炬点火器的切割系统,可以保持割炬处于点火状态。对于配有自动割炬点火器或从CNC 外部控制割炬气体的切割系统,将此参数设置为“是”。即要求控制系统在两个切割段之间关闭预热。
切割期间保持低预热
指定切割过程中是否保持低预热有效。
切割期间保持预热
指定切割过程中是否保持预热有效。
切割期间割炬下降
指定切割过程中是否保持割炬下降。
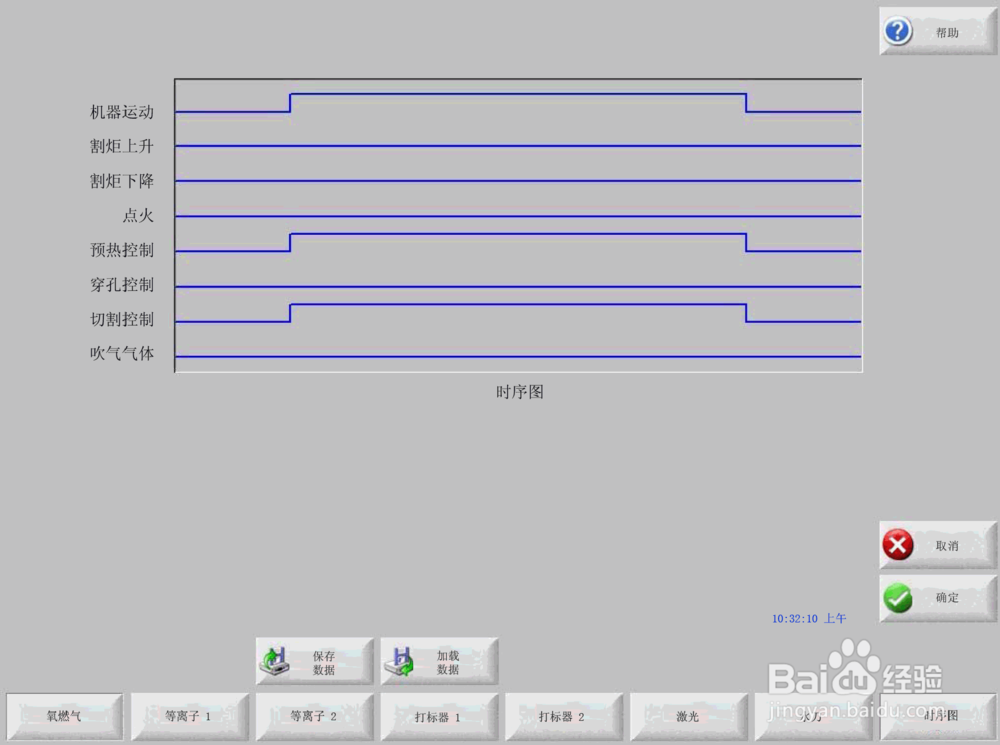
步骤3的附图屏幕上的余下参数将在后续的的“通过模拟输出控制氧燃气”部分进行说明。
按“时序图”软键可查看设置的时序图
 6/7
6/7通过模拟输出控制氧燃气
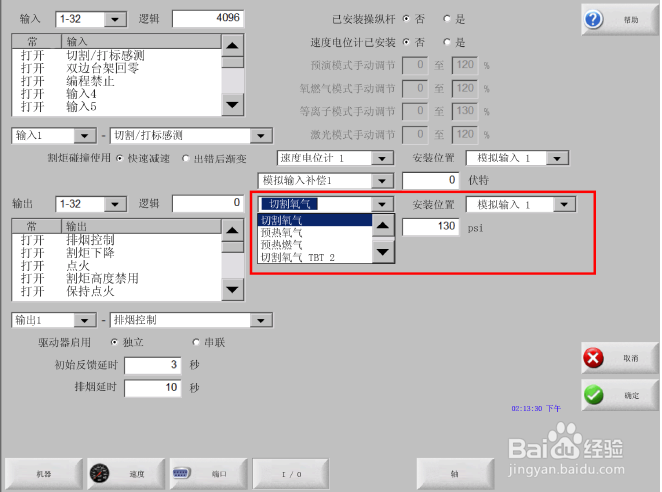
用户可以在“I/O”屏幕中选择模拟输出,控制氧燃气压力。CNC 提供调节器上 0 至所选最大压力范围对应的 0-10 Vdc 参考电压。CNC 无控制精度反馈。下图给出了此控制的运行原理:

 7/7
7/7要选择用于氧阀压力控制的模拟信号:
1. 在“机器设置密码”屏幕中按“输入/输出”按钮。
2. 给每种控制设置相应的模拟输出和最大压力。控制按组列出。 选择各组中的所有项
目并将其与该组模拟输出建立对应关系:
切割氧气
预热氧气
预热燃气
切割氧气 TBT 2
预热氧气 TBT 2
预热燃气 TBT 2
切割氧气 TBT 3
预热氧气 TBT 3
预热燃气 TBT 3
预热氧气 TBPT
预热燃气 TBPT
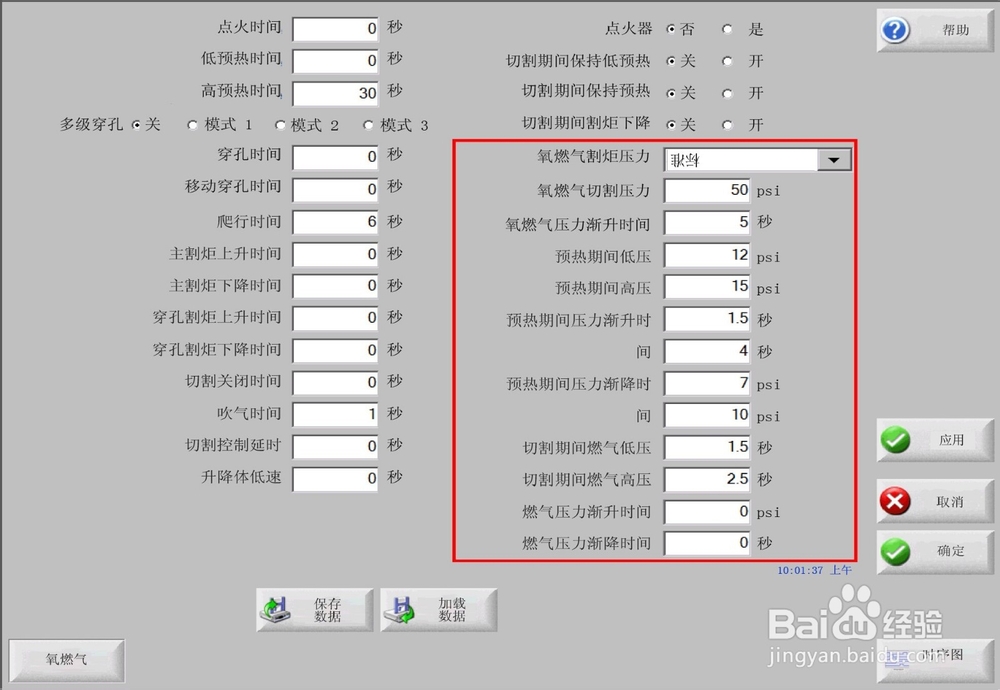
3. 完成控制选择和输出配置后,单击或按“确定”。返回“氧燃气工艺”屏幕后,所选的控
制参数会添加到屏幕中。
4. 编辑参数值,以符合工艺需要。
参数及其说明
氧燃气割炬压力
根据工艺要求,选择氧燃气割炬的类型。
氧燃气切割压力
输入切割期间氧燃气的压力,单位:巴(磅/平方英寸)。
氧燃气压力渐升时间
输入氧燃气达到切割压力所需的时间(单位:秒)。
预热期间低压
输入预热期间氧燃气低压值,单位:巴(磅/平方英寸)。
预热期间高压
输入预热期间氧燃气高压值,单位:巴(磅/平方英寸)。
预热压力
输入三坡口切割头的预热压力,单位:巴(磅/平方英寸)。
预热期间压力渐升时间
输入预热期间由低压升至高压过程所需时间(单位:秒)。
预热期间压力渐降时间
输入预热期间由高压降至低压过程所需时间(单位:秒)。
切割期间燃气低压
输入切割期间氧燃气低压值,单位:巴(磅/平方英寸)。
切割期间燃气高压
输入切割期间氧燃气高压值,单位:巴(磅/平方英寸)。
燃气压力
输入三坡口切割头的燃气压力,单位:巴(磅/平方英寸)。
燃气压力渐升时间
输入切割期间由低压升至高压过程所需时间(单位:秒)。
燃气压力渐降时间
输入切割期间由高压降至低压过程所需时间(单位:秒)。
穿孔压力
输入穿孔期间氧燃气的压力,单位:巴(磅/平方英寸)。
穿孔压力渐升时间
输入达到穿孔压力过程所需时间(单位:秒)。
 海宝
海宝 版权声明:
1、本文系转载,版权归原作者所有,旨在传递信息,不代表看本站的观点和立场。
2、本站仅提供信息发布平台,不承担相关法律责任。
3、若侵犯您的版权或隐私,请联系本站管理员删除。
4、文章链接:http://www.1haoku.cn/art_1017227.html