 订阅
订阅铝合金衬ppr管热熔连接步骤
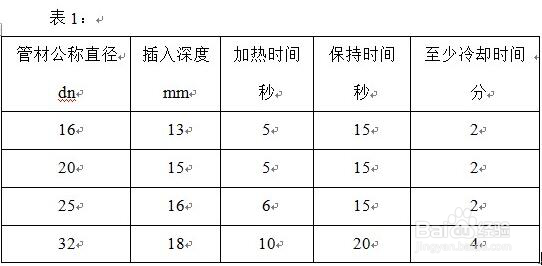
来源:网络收集 点击: 时间:2024-08-29步骤一:划线标记:采用硬度大于2B的铅笔或碳化铅笔按照安装要求规范(见表1)画出需要剥离的铝合金层长度。
步骤二:径向切割:采用专用切刀在管材的径向进行切割,按所需要的长度将铝皮切断,切割深度以不伤到塑料管主体为宜。
步骤三:轴向切割:采用专用电动割刀在管材的轴向方向进行切割,切割时注意深度不能伤及塑料管主体,切割到位后铝皮会自动崩开。
步骤四:去掉铝合金层:采用钳子等辅助工具将管材端头切开的铝合金层去掉。
 铝合金衬塑PP-R复合管的承插热熔连接:
铝合金衬塑PP-R复合管的承插热熔连接:步骤一:管材与管件的加热:
1)接通熔接机电源,待加热指示灯第一次熄灭后即可用于熔接操作。
2)先开始向热头滑动管件,紧接着再向加热套筒滑动管端,推入时以中等速度均匀滑动,而且应与模头保持同心,但切忌旋转管材或管件。
3)当管件推到加热头的尽头,而管材到达画线位置时,保持这一位置。
4)从现在开始即进入加热时间,并加热至表1中规定的时间。规定的加热时间到达后,从加热模头上拔出管材和管件,拔出速度应适中,不能过急,但可以略带轻微的抖动动作,以利于拔出。

步骤二:管材与管件的连接:拔出后,应立即将管材沿管材中轴线均速插入到管件中,直至借口上卷曲的熔瘤到达铝皮的切割位置为止,并保持这一位置,稳定几分钟冷却。同样地,插入过程中不能带任何旋转的动作,在规定的冷却时间内,应扶好管材、管件,使它不受扭、弯和拉伸。

这是小口径的热熔,对于大口径给大家也推荐一个经验,可以参考参考。
注意事项1、由于在材质和管件尺寸上可能与其他厂家的产品有所差别,所以熔接时应使用兴纪龙管道推荐的热熔机,以免因热熔温度和模头尺寸不同而影响产品的熔接质量。
2、热熔机应该在工作的整个过程中,对于PP-R保持260℃±10℃在冬季可相应增加10℃-20℃,请调整热熔机内的调温旋纽,以获得正确的热熔温度。
3、未经本公司推荐使用的热熔机的模头尺寸可能与本公司生产的产品不能很好的配合,可能会因此而直接影响到热熔连接的质量。
版权声明:
1、本文系转载,版权归原作者所有,旨在传递信息,不代表看本站的观点和立场。
2、本站仅提供信息发布平台,不承担相关法律责任。
3、若侵犯您的版权或隐私,请联系本站管理员删除。
4、文章链接:http://www.1haoku.cn/art_1166746.html