 订阅
订阅如何用PLC编辑瓶子检测的程序
来源:网络收集 点击: 时间:2024-02-26 2/3
2/3【控制要求】:自动检测传送带上的瓶子是否是直立的,若不是,就将瓶子推出传送带外。
3/3【动作分析】:
光电1(X0)检测瓶底信号,当被遮挡时,说明X0有信号,光电2(X1)检测瓶颈信号,当被遮挡时,说明X1有信号。Y0为气动推动杆。
(1)正常:当瓶子直立从传送带上传送过来时,检测装置的动作为:X0有信号(信号一直保持,扫描瓶底)、X1有信号(信号一直保持,扫描瓶颈)、X1无信号(瓶颈扫描完成)、X0无信号(瓶底扫描完成)。
(2)异常:瓶子倒着从传送带上传送过来时,检测装置的动作为:X0有信号(信号保持,扫描瓶底)、X1一直无信号(未扫描到瓶颈)、X0无信号(瓶底扫描完成),气杆Y0有信号,将倒立的瓶子推出传送带。
JENASI编程方法:流程图--程序设计--调试1/5画流程图:
将整体动作分化成每一个独立的动作,动作明晰,编辑程序就会更加方便。
 2/5
2/5程序编辑
正常:瓶子直立时,传送带正常传送。按照流程图编辑每一个动作。
 3/5
3/5异常:瓶子倒立时,需要设置检测程序。可在组合真帧中设置一组帧号检测指令:检测直立程序中,运行到光电2(X1,检测瓶颈信号)这一帧指令时,是否有信号输入,若无信号输入且X0都已经无信号(瓶底扫描完成),则触发辅助线圈M0有信号(控制气动推杆动作)。
 4/5
4/5气动推杆动作程序:瓶子倒立时,M0通,触发Y0通,推杆推出,将倒立的瓶子推出传送带,推出动作完成,推杆缩回。
 5/5
5/5程序调试:
当所有的程序编辑完成之后,我们就可以将程序通过串口下发至PLC中,可以在编程软件上进行程序调试,在菜单栏中的调试框中,打开“在线调试环”,选择下发程序的端口,即可在线调试。
提示1/1瓶底宽度比瓶颈宽度大,因此设置程序时,不能盲目的设置X0有信号,X1无信号时,推杆推出。
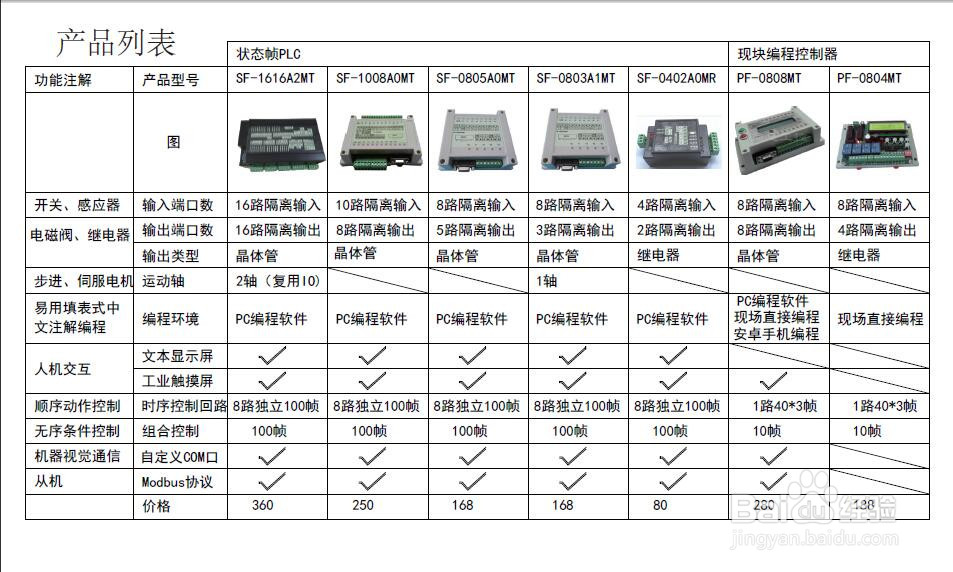
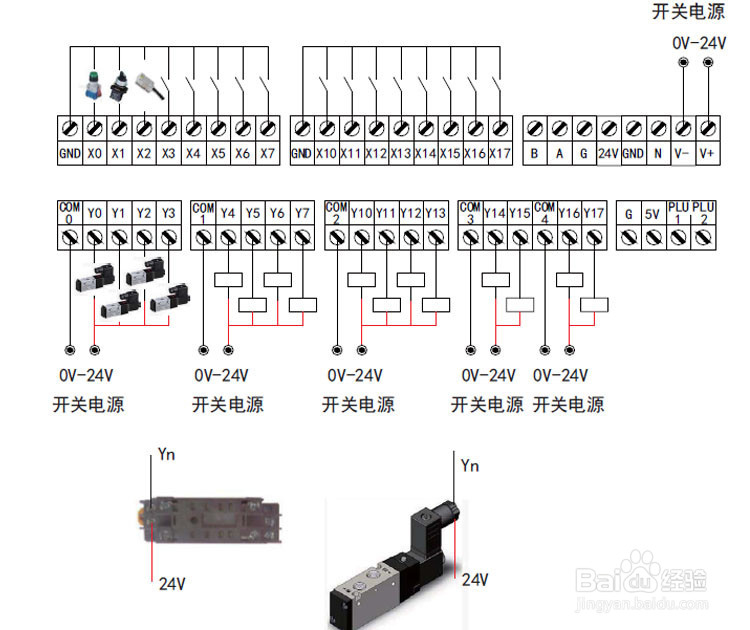
简思PLC相关图片1/1






版权声明:
1、本文系转载,版权归原作者所有,旨在传递信息,不代表看本站的观点和立场。
2、本站仅提供信息发布平台,不承担相关法律责任。
3、若侵犯您的版权或隐私,请联系本站管理员删除。
4、文章链接:http://www.1haoku.cn/art_155510.html