 订阅
订阅稳定过程的能力指数Cp、Cpk计算及评价方法
来源:网络收集 点击: 时间:2024-03-021、Ca计算公式
Ca = (x-U) / (T / 2)×100%
注:
U = 规格中心值;
T = 公差 = SU - SL = 规格上限值 – 规格下限值;
σ= 产品和/或过程特性之数据分配的群体标准差的估计值;
x= 产品和/或过程特性之数据分配的平均值;
2/82、Cp计算公式
Cp = T / 6σ(当产品和/或过程特性为双边规格时)或
CPU(上稳定过程的能力指数)= (SU-x)/ 3σ(当产品和/或过程特性为单边规格时)
CPL(下稳定过程的能力指数)= (x-SL)/ 3σ(当产品和/或过程特性为单边规格时)
Z1 = 3Cp(1+Ca)……根据Z1数值查常(正)态分配表得P1%;
Z2 = 3Cp(1-Ca)……根据Z2数值查常(正)态分配表得P2%
不合格率P% = P1% + P2%
注:
σ =R/d2( R 为全距之平均值,d2为系数,与抽样的样本大小n有关,当n=4时,d2=2.059;当n=5时,d2=2.3267)
3/83、Cpk计算公式
Cpk = (1-∣Ca∣)× Cp,当Ca = 0时,Cpk = Cp。
Cpk = Min(CPU,CPL) = Min{(SU -x)/ 3σ,(x-SL)/ 3σ}
当产品特性为单边规格时,Cpk值即以CPU值或CPL值计算,但需取绝对值;Cpk值取CPU值和CPL值中的最小值。
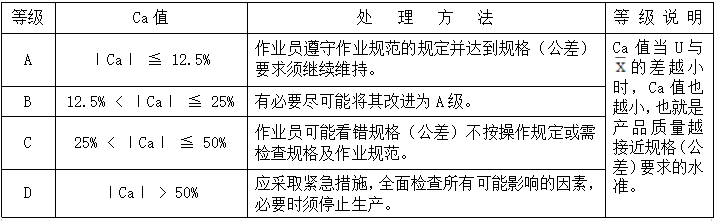
4/84、Ca值等级评价及处理方法
A级:∣Ca∣值 ≦ 12.5%,处理方法:作业员遵守作业规范的规定并达到规格(公差)要求须继续维持;
B级:12.5% ∣Ca∣ ≦ 25%,处理方法:有必要尽可能将其改进为A级;
C级:25% ∣Ca∣ ≦ 50%,处理方法:作业员可能看错规格(公差)不按操作规定或需检查规格及作业规范;
D级:∣Ca∣ 50%,处理方法:应采取紧急措施,全面检查所有可能影响的因素,必要时须停止生产。
等级说明:Ca值当U与的差越小时,Ca值也越小,也就是产品质量越接近规格(公差)要求的水准。
 5/8
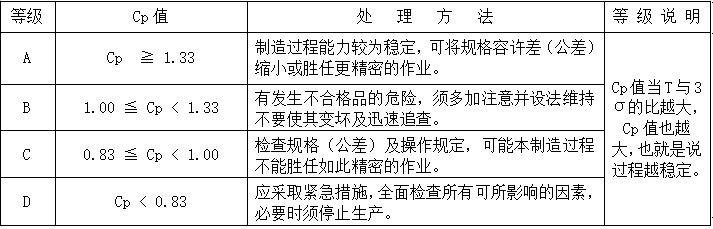
5/85、Cp值等级评价及处理方法
A级:Cp ≧ 1.33 ,处理方法:制造过程能力较为稳定,可将规格容许差(公差)缩小或胜任更精密的作业;
B级:1.00 ≦ Cp 1.33,处理方法:有发生不合格品的危险,须多加注意并设法维持不要使其变坏及迅速追查;
C级:0.83 ≦ Cp 1.00,处理方法:检查规格(公差)及操作规定,可能本制造过程不能胜任如此精密的作业;
D级:Cp 0.83,处理方法:应采取紧急措施,全面检查所有可所影响的因素,必要时须停止生产。
等级说明:Cp值当T与3σ的比越大,Cp值也越大,也就是说过程越稳定。
 6/8
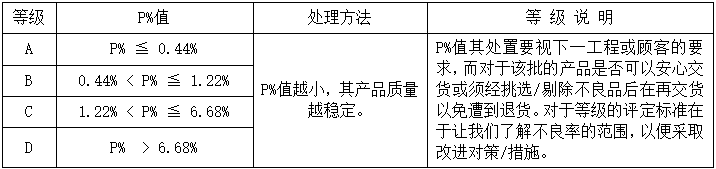
6/86、P%当我们需要了过程的实际能力是否良好时,是不可单以Ca或Cp来判定,以不良率进行过程总评即可针对Ca及Cp进行综合评价
A级:P% ≦ 0.44% ;B级:0.44% P% ≦ 1.22%;C级:1.22% P% ≦ 6.68%;D级:P% 6.68%。处理方法:P%值越小,其产品质量越稳定。
等级说明:P%值其处置要视下一工程或顾客的要求,而对于该批的产品是否可以安心交货或须经挑选/剔除不良品后在再交货以免遭到退货。对于等级的评定标准在于让我们了解不良率的范围,以便采取改进对策/措施。
 7/8
7/87、Cpk为Ca和Cp的总合指数
A级:Cpk ≧ 1.33,处理方法:过程能力足够 ;
B级:1.00 ≦ Cpk 1.33,处理方法:过程能力尚可;
C级:Cpk 1.00,处理方法:制造过程应进行改善;
等级说明:Cpk值越大,则制造过程能力越稳定。
 8/8
8/88、改进对策的方法
a)Ca其对策方法以生产单位为主,设计、工艺部门为辅,检验部门为辅。
b)Cp其对策方法以技术单位为主,生产部门为辅,检验部门为辅。
版权声明:
1、本文系转载,版权归原作者所有,旨在传递信息,不代表看本站的观点和立场。
2、本站仅提供信息发布平台,不承担相关法律责任。
3、若侵犯您的版权或隐私,请联系本站管理员删除。
4、文章链接:http://www.1haoku.cn/art_215381.html