 订阅
订阅调直机SGT5一12型出刀和切刀时间怎么调
来源:网络收集 点击: 时间:2024-03-05开机按住【设定】键,程序从9倒数完后,显示内容及意义如下:
11 t1 X X X 切刀时间;默认值120。
22 t2 X X X 回刀世间;默认值80。
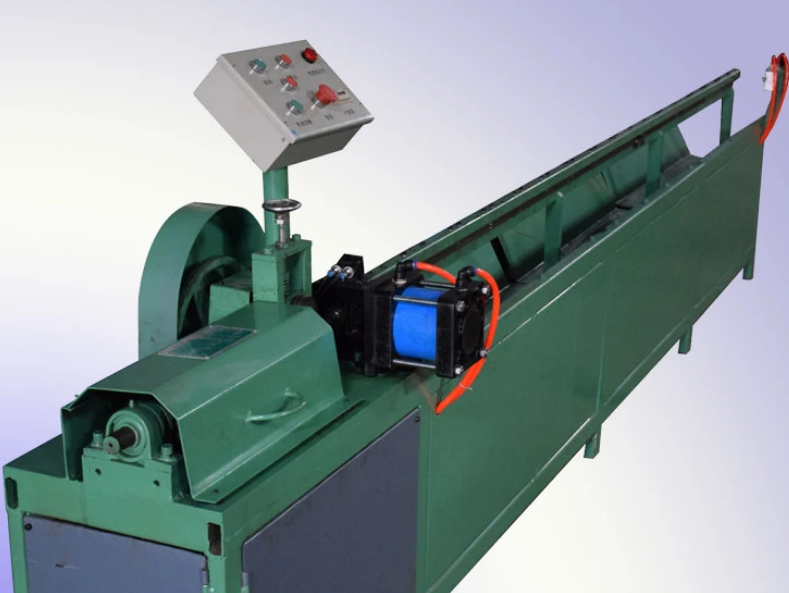
调直机,也叫直丝机,调直断丝机,调直切断机。调直断丝机它属于调直设备中的一种。调直机是钢筋加工机械之一。用于调直和切断直径14毫米以下的钢筋,切断长度可根据客户要求定制。可调直切断不锈钢丝、铝丝、冷拔丝、包塑料皮钢丝等、切口齐、误差小、性能好。
1、开机前必须熟读使用说明书,并按规定加润滑油,检查各紧固件是否拧紧,送丝轮的旋转方向是否符合规定的方向,发现问题请及时处理。2、检查横断丝刀上的螺母是否松动,横切丝刀与竖切丝刀的间隙调制越小越好,但不要过紧,一般能上下滑动为宜,上冲头与竖切丝刀的上下间隙一般2-3mm,上冲头与竖切丝刀的压量一般为4-5mm。
3、用手摸调直后的丝手感有小弯,这说明调直模角度大,则把调整用度变小,如果出现大弯,要把调整模的角度增大,如果还不直,就要检查送丝轮子高速转子,与横切刀的孔,是不是水平位置,这三点必须一线,水平左右不能偏离。
4.如果出现断丝,就要检查送丝轮上的压簧是否压的不紧,或者是送丝轮上的槽磨损严重,调整送丝轮压槽后还是不行,就要改变送丝轮上的槽。
5、如果出现断丝头上有毛刺,可能是横竖断丝刀间隙太大,就要调整横竖刀间隙,如果还不行,在检查横竖刀是否磨损严重,如果磨损严重,就把竖断丝刀和横断丝刀取下,横断丝刀在合金砂轮上磨平,竖断丝刀在一般砂轮上磨平直到锋利为止。
6、如果出现连续切断,可能是拉簧过松,调整拉簧的紧度,也可能是送丝轮的压簧松,推不动跑道则需要调整送丝轮压簧。总之,要看实际情况而定。
版权声明:
1、本文系转载,版权归原作者所有,旨在传递信息,不代表看本站的观点和立场。
2、本站仅提供信息发布平台,不承担相关法律责任。
3、若侵犯您的版权或隐私,请联系本站管理员删除。
4、文章链接:http://www.1haoku.cn/art_248586.html