 订阅
订阅超静音端子机的压接方法
来源:网络收集 点击: 时间:2024-03-291:确认线卡指示,端子/ 模具确认是否符合要求;
2:起动超静音端子机视其运转情况后停机,配刀、装模、调刀;
3:将配好刀具的模架装上超静音端子机,用夹具夹紧,此时采用手动调刀,使超静音端子机滑块移至下死点,拧松夹紧刀具的螺丝,调整刀具的适当位置,再固紧;此时注意压接的压力大小,并且注意上刀与下刀的配合,以免出现刀具左右偏移;
4:试压端子与线,看其压接情况,再作出拉力测试,若达不到技术要求,调整超静音端子机上的压力螺丝达到要求后锁紧;
5:再采用手动试压,以免压接时撞刀,电动运转看压接机及模具是否异有常噪声或撞击声,检查刀片送料装置及其行程;
6:空转无异常后,试压2-3pcs经巡检首检拉力测试,合格后方可生产;
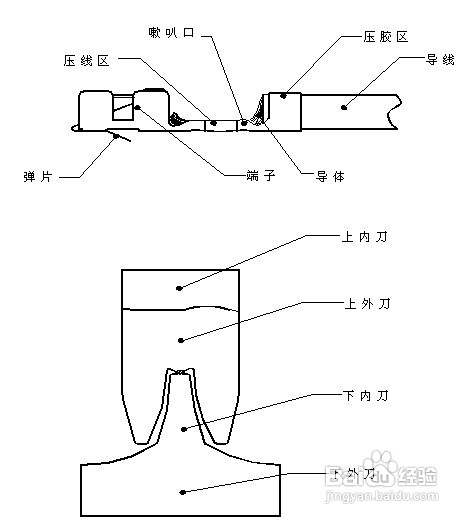
7:压接时左手拿线及送线,右手送线及定位,把线口靠在下刀片上并且靠近端子正上面,右脚踩脚踏开关使离合口分离,离合口分离后;超静音端子机带动模及刀片向下压接线和端子,从而完成了动作;
 2/2
2/28:检查上工序产品是否合格;
9:刀具与端子相配,经过适当调机后,要达到以下标准;
a; 压接后端子无变形;
b: 端子压线边要有喇叭口,不允产生飞丝、压胶等不良现象;
c: 压接后,弹片保持原形;
d: 压接后,压线拉力与胶皮拉力要符合拉力标准。
注意事项注意更换刀模时,请将机器处于手动状态。a、压接高度部分: 松开调模压块螺丝,转动吊头,顺时针为下、逆时针为上,调整吊头至适当位置,然后锁紧即调式完毕。b、模具部分:⑴、全压着高度调节,由0-9共10个指标,数字越大,则高度空隙越小,每一号码相差0.1mm。 ⑵、PVC压着高度微调节,拉出旋转,由1-8共8个指标,数字越大,PVC刀片高度越下,每一指标高度相差0.1mm。
端子机版权声明:
1、本文系转载,版权归原作者所有,旨在传递信息,不代表看本站的观点和立场。
2、本站仅提供信息发布平台,不承担相关法律责任。
3、若侵犯您的版权或隐私,请联系本站管理员删除。
4、文章链接:http://www.1haoku.cn/art_374451.html