 订阅
订阅等离子的调高控制器 设置(2)
来源:网络收集 点击: 时间:2024-04-26接下来介绍下sensor thc 调高
Sensor THC(割炬高度控制)调高是一套自动割炬高度控制系统,可根据设置弧压保持合适的切割高度,以便在各种板料位置条件下均可获得最佳的切割品质。
Sensor THC 在CNC 上以独立的闭路伺服轴运行,通过几个设置参数自定义系统,优化系统性能,满足特殊要求。该 THC 系统包括四部分:控制器、安装在CNC 中的模拟输入卡、分压卡和机械升降体(含电机)。分压卡安装在等离子电源中,监控切割过程中割炬的弧压,并将弧压的 1/40 发送到控制器的模拟输入卡中,作为原始值保存。随后,会将此电压值与“设置弧压”字段中的电压值进行比较。如果两个电压值存在差异,CNC 会通过升
降体升高或降低割炬,校正切割电压。
要使用 Sensor THC,必须在密码保护的机器设置窗口中启用 Sensor THC,然后再对与具体切割工艺和 THC 轴有关的设置参数进行配置。
警告!安装、设置和校准工作必须由经过专业培训的维修人员执行。
 2/7
2/7切割设置
参数及其说明
EIA M07/M09 HS IHS 覆盖
如果启用此选项,将会覆盖强制执行 IHS 的代码。
EIA M08/M10 回退手动调节
如果启用此选项,将会覆盖将割炬回退到回退高度(而不是弧转移高度)的代码。
THC 电压偏移
各个 Sensor THC 的弧压相对主设定弧压的偏移。此参数允许调节单个 THC,对易损件磨损进行补偿,以获得最佳切割质量。
注:THC 电压偏移参数可以通过“更换易损件屏幕”中的“每分钟电压”
参数自动调节。有关详细信息,请参见“更换易损件”。
软键及其说明
测试升降体
“测试升降体”软键用于测试 IHS 功能。按“测试升降体”软键,发出指令使割炬升降体降低至板料,感测板料并回退到穿孔高度。
时序图
按“时序图”软键可查看设置的时序图。

 3/7
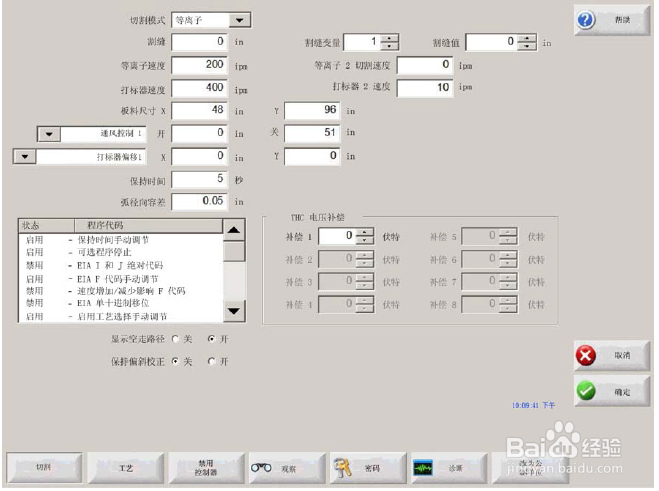
3/7参数及其说明(附图1)
回退延时
指定切断和割炬回退之间的延时。
自动电压设置
对以特定高度切割时生成的弧压进行采样。在切割零件时,使用与手动切割高度采样相应的弧压值替代预设弧压。
设置弧压
待切割材料所使用的弧压。
切割高度
设置距离板料的切割高度。此参数设定系统以自动模式运行时在激活弧压控制之前的初始切割高度。
穿孔高度
设置穿孔高度。此参数可以是切割高度的百分比值或实际高度。
电压控制
允许操作工选择以手动或自动模式运行 Sensor THC。使用手动模式将会禁用割炬高度控制,同时允许割炬按指定切割高度和电压切割。使用自动模式,THC 可通过指令控制割炬的升降,以使弧压保持在指定的弧压设定点。
点火输出
启用点火输出功能点燃等离子割炬。如果等离子系统需要独立的点火信号,请选择“开”。否则,关闭点火参数。
电压跟踪范围
指定允许的弧压设定值变动范围。如果弧压超出此允许范围,系统将显示故障,并暂停切割。
IHS 手动控制
在手动模式下运行 Sensor THC 时,允许用户选择是否启用初始高度感测功能。
完全/部分回退
设置完全或部分回退距离。完全回退时,割炬回退到零点位置。部分回退时,割炬回退到设定的回退位置。
部分回缩距离
设置 THC 部分回退距离。
IHS 距离
设置 THC 割炬由高速移动转换到低速移动并启动初始高度感测之间
的行程。设置此距离时应注意割炬和板料之间的安全距离。
指定距离内跳过IHS
如果 IHS 位于指定的距离范围内,则在穿孔点禁用初始高度感测。此设置会提高切割生产力。此距离是指上一段切割终点至下一穿孔点之间的距离。
IHS 期间预流
选择“开”,可在 IHS 期间激活预流。
跳出 IHS 时提前预流
选择“开”,则当启用“跳过 HIS”时,可在穿孔之前的横向移动期间激
活预流。
喷嘴接触 IHS
选择“开”,可要求 Sensor THC 在执行 HIS 期间使用接触感测信号检测板料。切割薄料板时使用此参数可以防止料板变形。
切割期间喷嘴接触
选择“开”,可要求 Sensor THC 在切割和暂停操作期间使用接触感测输入信号检测板料。
IHS 偏移
激活远程料板探头和初始高度感测。如果启用此功能,控制系统会执行工具偏移 9 或打标器偏移 9。 等离子割炬移动偏移距离,执行 IHS 功能,然后通过穿孔或切割命令将割炬返回穿孔位置。Z 轴参数用于调节割炬和探头之间的高度差。(附图2)
自动割缝检测
减少割炬突然插入板料的可能性。如果选择“是”,穿过割缝路径时,THC 会检测弧压的骤变,并冻结 THC 高度运动。
自动割缝变压
设置可在割炬穿过之前的割缝时禁用 THC 的电压变化幅度。此设置需要激活“自动电压锁定开”参数,可以避免割炬突然插入板料。
割缝检测再次获取时间
确定检测到电压变化之后多久 CNC 会禁用 THC 高度运动。

 4/7
4/7标记设置
软键及其说明
测试升降体 “测试升降体”软键用于测试 IHS 功能。按“测试升降体”软键,发出指令使割炬升降体降低至板料,感测板料并回退到穿孔高度。
参数及其说明
吹气时间
指定从割炬点火到机器运动这段过程的延时。
开始时间
指定从割炬下降完成到机器以爬行速度移动这段过程的时间。用于使打标器在移动前完全穿透材料。
采样电压
如果启用此参数,会对以指定切割高度切割时所记录的弧压进行采样。切割零件时将使用此采样弧压值,而不是预设弧压。
设置弧压
记录待切割材料所需的弧压。
打标高度
设置距离板料的切割高度。此值设置以自动模式运行系统时在激活弧压控制之前的初始切割高度。
开始高度
设置切割的起始高度。此值可以是起始高度的百分比值或实际起始高度。
电压控制
允许操作工选择以手动或自动模式执行 Sensor THC。使用手动模式将会禁用割炬高度控制,同时允许割炬按指定切割高度和电压切割。使用自动模式,THC 可通过指令控制割炬的升降,以使弧压保持在指定的弧压设定点。
电压跟踪范围
设置允许的弧压设定值变动范围。如果弧压超过此范围,系统将出现故障,并暂停切割。
IHS 手动控制
在手动模式下运行 Sensor THC 时,允许操作工选择是否启用初始高度感测功能。
完全/部分回退
选择回退距离。如果选择“完全回退”,割炬将回退到零点位置。如果选择“部分回退”,割炬将按“部分回退距离”字段中定义的距离进行回退。
部分回缩距离
设置 THC 部分回退距离。
IHS 距离
设置 THC 从高速移动割炬转换到低速移动割炬并启动初始高度感测之间的行程。设置此距离时应注意割炬和板料之间的安全距离。
指定距离内跳过IHS
如果 IHS 位于指定的距离范围内,则在穿孔点禁用初始高度感测。此设置会提高切割生产力。此距离是指上一段切割终点至下一穿孔点之间的距离。
IHS 期间预流
选择“开”,可在 IHS 期间激活预流。
喷嘴接触 IHS
选择“开”,可要求 Sensor THC 在执行 HIS 期间使用接触感测信号检测板料。切割薄料板时使用此参数可以防止料板变形。
 5/7
5/7工艺观察
参数及其说明
输入/输出
除标准的输入/输出选项外,还可通过配置使观察窗口包含 SensorTHC 电压跟踪状态信息。当自动电压跟踪功能根据电压调节割炬高度时,将会显示此信息。
位置
Sensor THC 在CNC 上以独立轴方式运行。THC 轴的位置信息可以通过观察窗口显示。
等离子工艺
有关 THC 操作的重要信息可以添加到下部位置。此类信息包括弧压、设置弧压、切割高度和穿孔延时。在主切割屏幕上可以调整设置弧压、切割高度和穿孔延时等参数值,从而自定义切割工艺。
 6/7
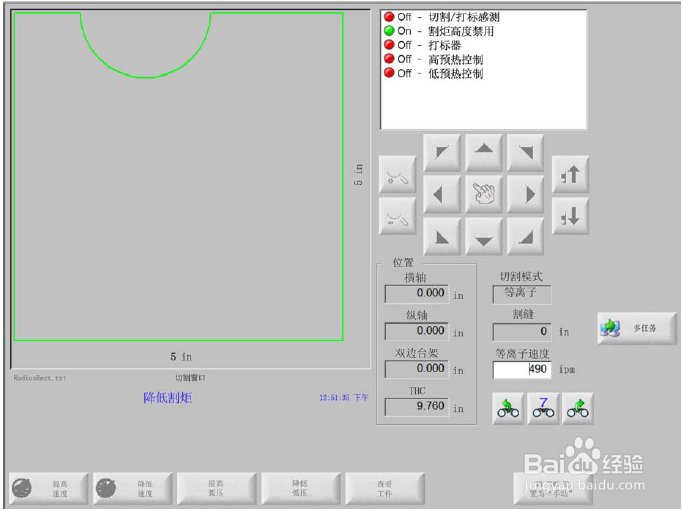
6/7主切割屏幕
用户可以采用自动或手动模式运行 Sensor THC。
自动 THC 模式
Sensor THC 采用自动模式切割时,主切割屏幕上会显示三个软键,允许操作工手动增加/降低切割弧压和切换到手动模式。
Sensor THC 采用手动模式切割时,主切割屏幕上会显示三个软键,允许操作工手动增加/降低切割弧压和切换到自动模式。
 7/7
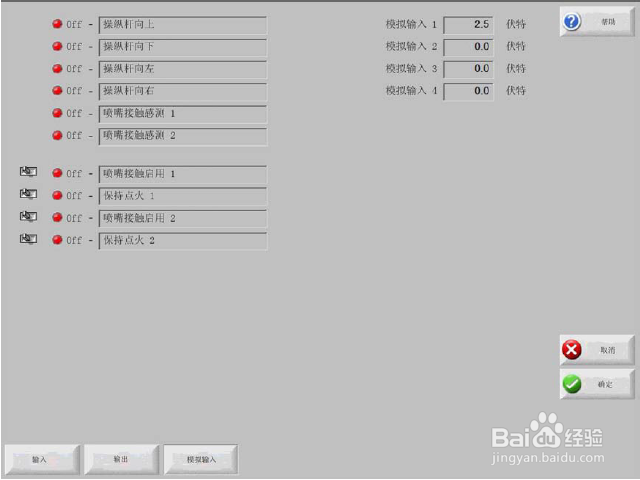
7/7Sensor THC 设置
参数及其说明
模拟输入
Sensor THC 需要向CNC 传输额外输入、输出和模拟电压信号,实施工艺监控。这些信号是通过安装在CNC 内的模拟输入卡传输到CNC 的。除了 THC 操作外,此模拟输入卡还能用于操作可选操纵杆和外部速度电位计。
注:如果安装的模拟输入卡不同,查看屏幕的外观也会有所差异。
输入/输出
显示模拟输入卡某一端上的输入和输出。
模拟输入
屏幕右上角显示的模拟输入值是传入模拟卡的实际电压。在此处可查看分配给 THC 轴的模拟输入和 THC 的模拟输入。
 等离子控制器
等离子控制器 版权声明:
1、本文系转载,版权归原作者所有,旨在传递信息,不代表看本站的观点和立场。
2、本站仅提供信息发布平台,不承担相关法律责任。
3、若侵犯您的版权或隐私,请联系本站管理员删除。
4、文章链接:http://www.1haoku.cn/art_602916.html