 订阅
订阅医疗模具制作要求经验
来源:网络收集 点击: 时间:2024-05-08【导读】:
医疗模具是要求非常高的模具,产品检验标准极高,除了高精度的加工之外,更需要懂的这个产品的用途,还要懂质监局的国家检验标准。有些产品更需要临床测试才能判定合格与否:工具/原料more高速车床电火花方法/步骤1/5分步阅读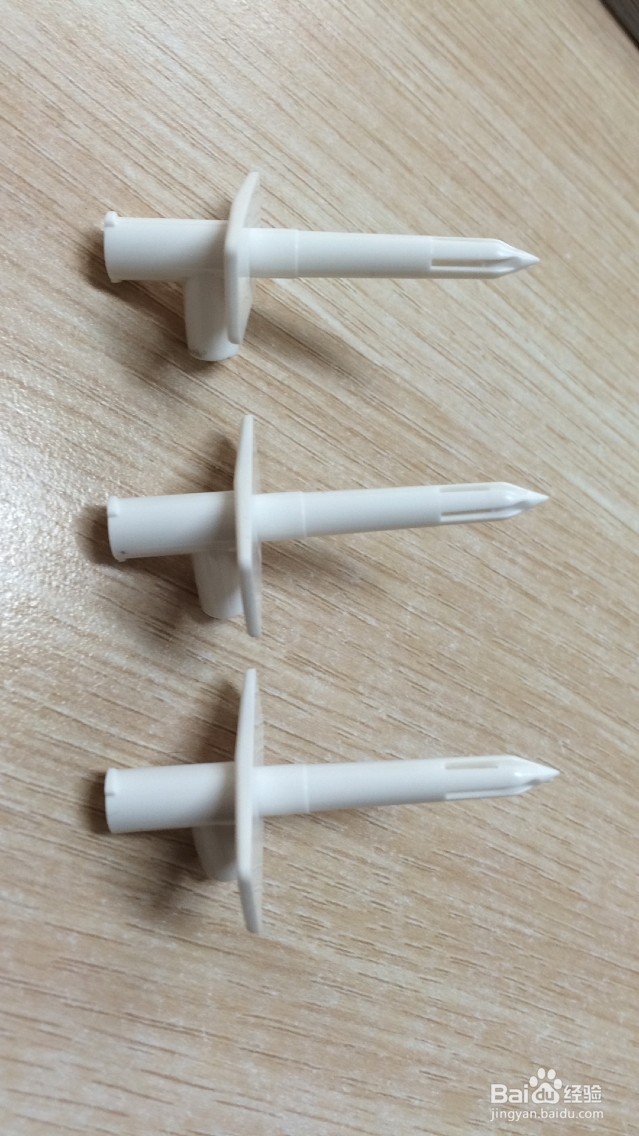 2/5
2/5 4/5
4/5 5/5
5/5 注意事项
注意事项
针头的主要难点在于,针尖的芯子尺寸精度不好控制,即使加工精度高的设备也不一定就能加工到位;底部的鲁尔接头尺寸是按照6:100的斜度设计,要严格按照国家标准检测,实际精度可能在0.005-0.01mm,否则会出现漏水情况,而且芯子加工报废率非常高。
2/5首先模具钢料选用上,模具要选择硬度高的,HRC35°以上的钢料最为合适,一般选用nak80/S136钢料。模具的热变形度小,而且放电性优良。
3/5其次,加工精度的控制尤为重要,因为穿刺器针头产品非常小,最小的孔的尺寸只有1mm的直径,还要保证芯子的同心度,这是非常考验模具加工人员和加工设备的精度的。我们在选用加工设备时选用了进口高速车床,尽量选用使用未到5年的设备,因为年数过久的设备实际加工精度已经偏离了,直接会影响产品的成型。针头要选用紫铜电极不容易磨损,高速精雕到位后配模再用镜面电火花打到位(这里要注意的是加工火花间隙控制)。
4/5第三:胶口的选择,一般这种产品会选用多腔的设计结构,模具采用进口热流道转潜伏胶,因为胶口在斜面上,很容易出现拉胶口的情况,这个时候潜伏胶的电火花加工尤为重要,火花间隙尽量在0.01以内。
5/5第三:胶口的选择,一般这种产品会选用多腔的设计结构,模具采用进口热流道转潜伏胶,因为胶口在斜面上,很容易出现拉胶口的情况,这个时候潜伏胶的电火花加工尤为重要,火花间隙尽量在0.01以内。
注意事项此模具加工后若过切,小镶件基本上就是直接报废,加工量也大
医疗医疗模具版权声明:
1、本文系转载,版权归原作者所有,旨在传递信息,不代表看本站的观点和立场。
2、本站仅提供信息发布平台,不承担相关法律责任。
3、若侵犯您的版权或隐私,请联系本站管理员删除。
4、文章链接:http://www.1haoku.cn/art_705460.html
上一篇:怎样用纸折领带
下一篇:Excel如何将姓名对应的多个单元格合并到一个