 订阅
订阅怎样在普通卧式车床上加工圆锥?
来源:网络收集 点击: 时间:2024-05-10宽刃刀车法。这个方法就用一把比较大的成型车刀,直接加工的一种方法。此方法操做简单方便,但只适合少量并且基本没有精度要求的工件上使用。
 2/5
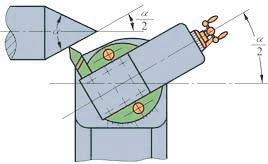
2/5转动小拖板角度加工法。这个加工方法操作简单,调整角度范围大,适合车制较短的工件。此方法开始时找正锥度较慢,找正后加工就快了,并且能够保证一定的精度。此方法只能手动进给,工作强度大,并且表面粗糙度难以很好的控制,另外小拖板本身的精度与车刀装夹的高度对于最后的成品影响也较大。
 3/5
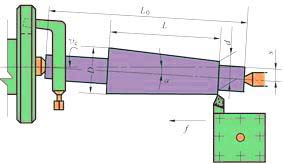
3/5尾座偏移法。利用车床尾座横向微调功能的一种方法,就是把工件用顶尖顶住两头,大拖板自动进刀,这样就可以保证工件表面的粗糙度,并且可以加工很长的工件。但是它也有很大的缺点,就是两个顶尖因为不在同一中心点上,顶尖跟中心孔磨损很大,只适合于一次加工成形的工件,另外这个方法受尾座的偏移量影响,不能加工角度很大的工件,同时也无法加工内锥孔。
 4/5
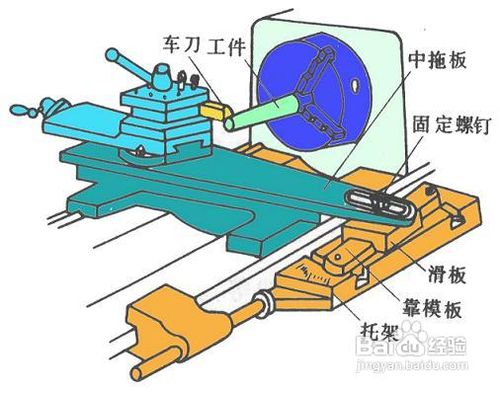
4/5模具仿形法。简单的说就是利用已有的锥度模板进行加工的一种方法,因为我没见过,更别说做过了,也就说不出个所以来了。
 5/5
5/5床头偏移法。这种方法估计不被主流的工程师们所喜欢,到目前我还没有看到有这个方法的记载,但前些年我们这里非常的流行这一方法。就是说相对于床面的中心线,把床头偏移一个角度,这样不改变任何操作方式,加工出来的工件就是一个圆锥形。大批量加工产品时,这是一种非常有效的方法,象上面说的圆锥形管螺纹配件,在这样的车床上加工,效益是非常可观的。但是这个车床床头偏移后,除了重新调节回来,以后基本上是不能加工其他产品了。
注意事项这几个方法在以前都是很常用的圆锥加工办法,但在现在科技发展的今天,新科技,新设备层出不穷,这些个方法也基本上算是淘汰了,大家看看就好,没有必要用心了.......
床上圆锥版权声明:
1、本文系转载,版权归原作者所有,旨在传递信息,不代表看本站的观点和立场。
2、本站仅提供信息发布平台,不承担相关法律责任。
3、若侵犯您的版权或隐私,请联系本站管理员删除。
4、文章链接:http://www.1haoku.cn/art_729152.html