 订阅
订阅铝合金衬ppr管的连接方式
来源:网络收集 点击: 时间:2024-05-14【导读】:
铝合金衬ppr管也是铝合金衬塑复合管其中的一种,具有100%阻氧,质轻,抗紫外线,安装方便,密封性强,免维护等优点。ppr内衬管采用的是进口纯原料生产,在户内明装中解决了塑料管材不美观易弯曲,怕撞击易老化等缺陷,管材采用承插热熔连接,安全可靠,省时省力,永不渗漏。下面我们就详细讲讲:工具/原料more热熔机铝合金衬ppr管材管件方法/步骤1/7分步阅读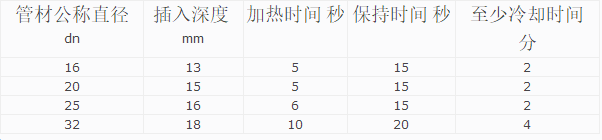 2/7
2/7

 5/7
5/7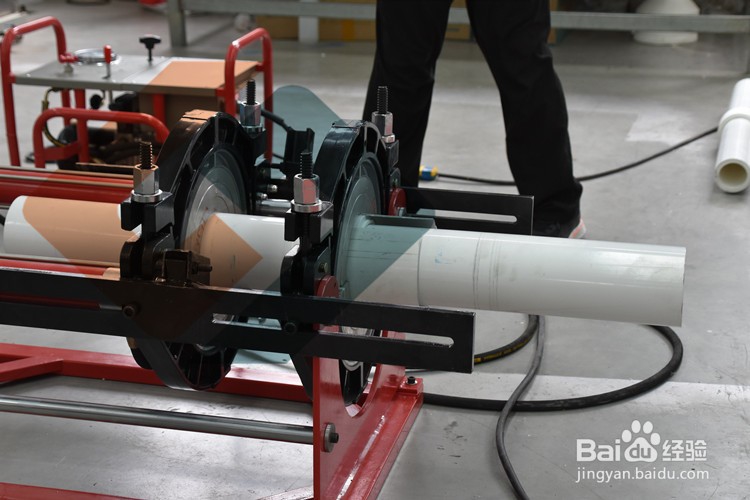 6/7
6/7
 7/7
7/7
 注意事项
注意事项
划线标记:测量、划线,标记承插深度
使用硬度大于2B的铅笔或炭化铅笔(不得使用油性水笔)在管材上画出相应的插入深度。具体的插入深度要求请见表
2/7径向切割;轴向切割;去掉铝合金层。
3/73、清洁
每次开始熔接前,都应该对熔接模头、管材和管件的加热区域进行清洁。
对熔接模头,应使用不起毛、不脱落的软纸或软布进行清洁,而且不应使用清洁溶剂。
对管材和管件,还需用以上的软纸或软布上沾上浓度超过94%的无水酒精,充分湿润后分别擦净管材和管件的加热区域。
产品经清洁后应避免再受工作环境的污染,更不要再用手触及已清洁的区域。
4/7管材与管件的加热;
5/7管材与管件热熔连接。
6/7保持和冷却
现在开始计时进行保持。保持时间应严格按表1规定的保持时间执行。在保持时间,双手应扶稳管材和管件,避免管材与管件之间的相对位移。
保持时间结束后即进入冷却时间,并严格按表1规定的冷却时间执行。冷却期间的熔接产品应置于平整水平的平面上,并尽量避免用手握持刚接好的管材和管件,更不能进行下一步的熔接组组装工作。
冷却完成后,可对熔接口进行外观检查。
7/7一个完美的熔接接口,要丢管子和管件连接同心和平直,并且完全熔合,内部没有多余的熔瘤(内部过多的熔瘤回引起截流效应;外部熔瘤均匀、干净且美观整齐,无线状生成物。
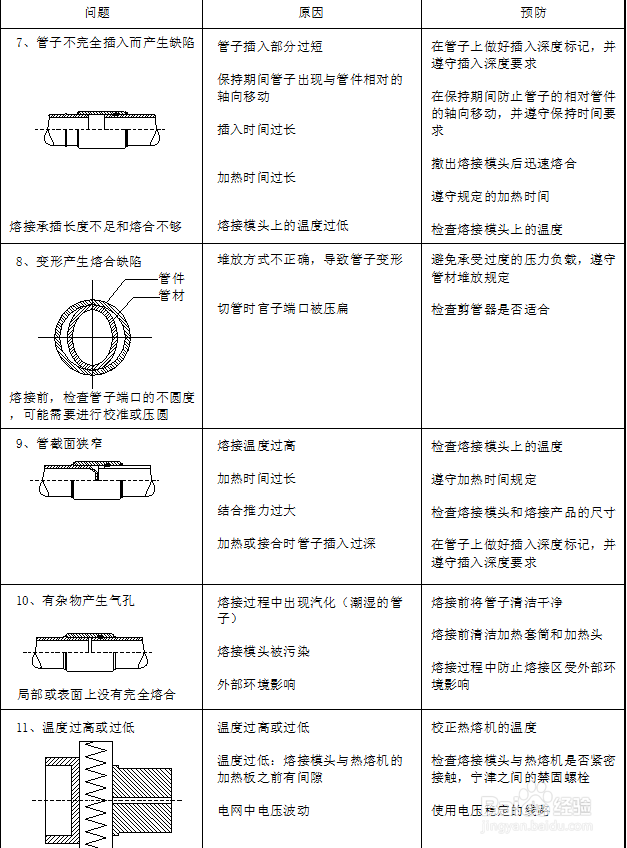
下表列出熔接过程中可能出现的熔接问题和相应的预防方法:
注意事项剥皮长度与管件承插深度一致,环割时不能伤及内衬塑料管;
版权声明:
1、本文系转载,版权归原作者所有,旨在传递信息,不代表看本站的观点和立场。
2、本站仅提供信息发布平台,不承担相关法律责任。
3、若侵犯您的版权或隐私,请联系本站管理员删除。
4、文章链接:http://www.1haoku.cn/art_761688.html
上一篇:迷你世界怎么做机器人
下一篇:摩托车几年前被偷了怎么注销