 订阅
订阅处理广数系统的加工中心M6指令不执行不换刀故障
来源:网络收集 点击: 时间:2024-05-18【导读】:
由于广数系统的加工中心在换刀过程中卡刀乱刀,或机床故障修理后,M6指令就不执行了。在机床故障处理完成后,我们还需要进行下列操作,才能有换刀动作。方法/步骤1/6分步阅读 2/6
2/6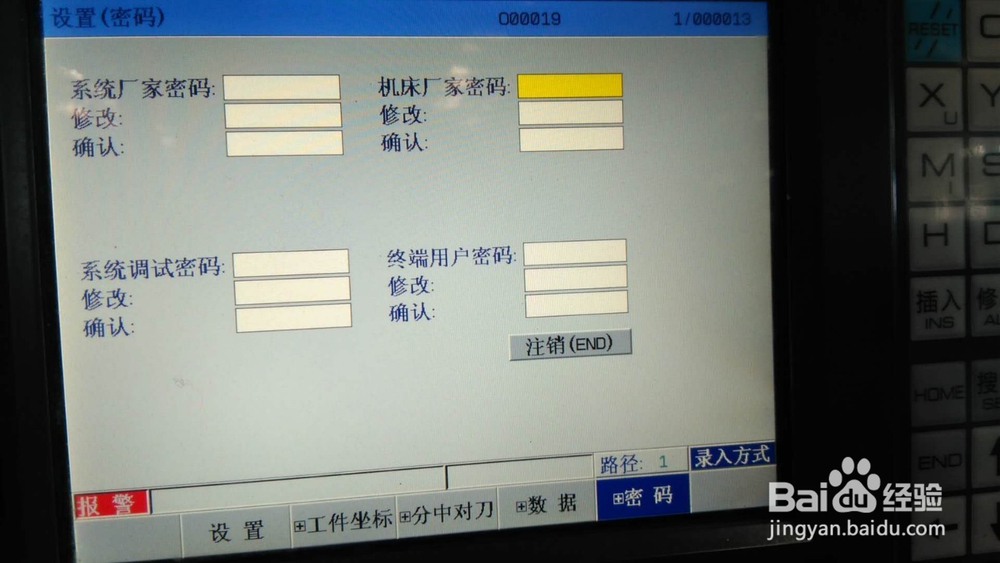 3/6
3/6 4/6
4/6 5/6
5/6 6/6
6/6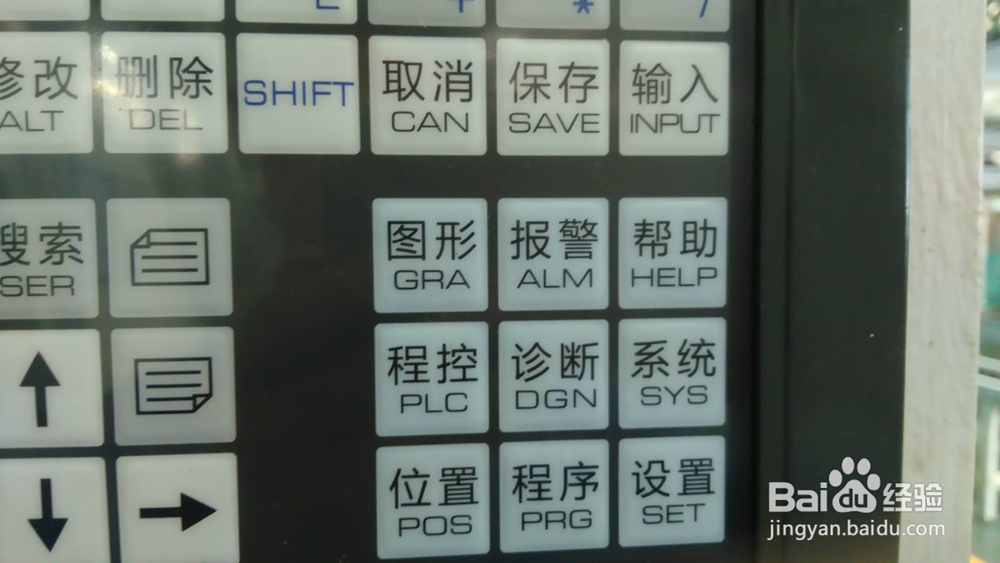 注意事项
注意事项
在MDI模式下,按SET键,在画面中输入1,把参数开关打开
2/6按对应屏幕底部“密码”的键,进入密码画面,输入”admln”,按确认键,屏幕左下角会显示”密码正确”
3/6按”程控”键,再按屏幕底下对应”PLCPAR”键,进入K参数画面。注意,现在要改K参数,先把这个画面拍照保存。以防改错好还原
4/6移动光标,把K10.7,K10.6分别改为1,按保存键。注意,按上下键光标是一排整体移动,按左右键才可以选择K10.7,K10.6,才可以输入1。
5/6按机床回零点键,再按刀库回零键,这时刀库已经回零。
6/6按MDI键,再按程控键,回到K参数画面,把K10.6,K10.7改回0,按保存键保存。机床停止调试。再把参数开关关掉就可以进行换刀操作了
注意事项改K参数时,先把K参数画面拍照保存,以防改错好还原。
按上下键光标是一排整体移动,按左右键才可以选择K10.7,K10.6,才可以输入1
版权声明:
1、本文系转载,版权归原作者所有,旨在传递信息,不代表看本站的观点和立场。
2、本站仅提供信息发布平台,不承担相关法律责任。
3、若侵犯您的版权或隐私,请联系本站管理员删除。
4、文章链接:http://www.1haoku.cn/art_794156.html
上一篇:Excel表中怎么设置右键时显示浮动工具栏?
下一篇:微店如何修改昵称