 订阅
订阅AVC118 说明手册(1)
来源:网络收集 点击: 时间:2024-05-31性能简介
系统
AVC118 等离子弧压调高控制器利用等离子电源的恒流特性,在切割过程中,切割电流总是等于设定的电流,而切割的弧电压在固定的速度下跟随割炬与板材的高度变化而变化,当割炬与板材的高度增大时,弧电压上升;当割炬与钢板的高度减小时,弧电压下降。AVC118 弧压调高控制器通过检测弧电压的变化,进而控制割炬的升降电机来控制割炬与板材的距离,使弧电压保持不变,割炬高度同时也保持不变。
对于一些进口等离子和国产等离子,在其说明书中列有切割参数表,用户只需参照参数表,按照所选择的电流,在弧压高度控制器上设定相应的电压,在规定的速度下即能保持割炬高度的恒定。实际操作过程中,用户应根据割炬高度的实际情况设置弧电压。在正常的自动调高的状态下,弧压设置越高,割炬控制高度亦提高,反之降低。
功能、特点
AVC118 弧压调高控制器大量采用集成度高、性能可靠、功能完善的现代电子元器件,开发人员根据多年开发和使用弧压调高的经验,设计了全新的技术方
案。主要特点如下:
以高性能微处理器为核心,功能完善,配置灵活,智能化程度高。
采用高亮度低功耗液晶屏作为显示界面,结合 LED 指示灯,使整个控制
器工作状态清晰明了,美观实用。
大量采用性能先进的低功耗集成电路、高效率的电源模块,使整个控制器的静态功耗降低到5W 以下,减少了产品的发热量,提高了产品的热稳定性。
电机驱动采用美国最新的集成电路模块和大功率 MOS 管,PWM 控制精度
进一步提高。
采用精简的操作面板结构,既能简单明了地完成所有的功能操作,又不致引起不必要的误操作。
接近开关和保护帽定位方式可独立或同时使用。保护帽定位方式的具有很强的抗高频干扰的能力。
具备等离子割炬防撞功能, 弧压自动调整功能:
可调内部参数,可精确适配不同的等离子电源和机械负荷
技术参数
工作电压:直流 DC24V+10%,3-5A(根据所驱动的直流电机功率而定,
直流电源的输出功率应大于电机最大功率的10%以上)。
升降电机:DC24V 直流电机。
驱动方式:PWM(脉宽调制方式)
输出功率:最大 100W
工作温度:调高器-10∽60℃
初始定位方式:接近开关式初始定位(适用水上水下切割的各种等离子)
保护帽定位(适用于水上切割)
分压比:100:1
精度:最高±1V,可调
外形尺寸 长X 宽X 高:240mmX210mmX60mm
系统部件
AVC118 弧压自动调高控制器 1 台
NPN 常开型电感式接近开关 1 个(可选配3 个)
使用说明书 1 本
实物照片


 2/5
2/5安 装
开箱检查
使用前请仔细检查所有部件,核对部件是否齐全,如发现有明显缺陷或损伤,
请及时联系本公司或经销商,如有发现明显属运输过程造成的损伤,可向承运商
申明并拒收退回,并及时联系本公司或经销商。
安装准备
在进行设备安装前,请仔细阅读本说明书,并确保您已经完全清楚本控制器
的基本工作条件,如工作电压、输出功率、基本功能、使用方式、系统连接等,
然后再重新对照说明书,进行安装调试,切勿根据经验,先行安装,发现问题再
查说明书找原因。
重要提示:本控制器主控制箱的工作电源电压为直流DC24V,允许电压波动+/-10%;切勿直接接交流AC220V、AC110V 或AC24V 电源供电,由此造成的设备损坏将不在本公司保修范围。
安装方式
请用螺丝将控制器安装(首次安装请最好用实物配装方式)于用户方便操作
的位置,如数控操作台或等离子电源上。
系统连接
AVC118 弧压自动调高控制器系统连接框图如下图所示。(附图1)
AVC118 控制器连接端子布局及简介
主控箱连接端子布置如下图。
附图2
J1:连接至 CNC 数控系统
J2:连接升降电机、限位开关及直流 DC24V 电源。
J3:连接定位接近开关和等离子启弧控制开关线。
J4:连接至等离子工作弧压取样点。
J5:连接保护帽定位引线。
GND:连接系统集中接地点,连接电缆要求 2.5 平方毫米以上。

 3/5
3/5接线端子定义见附图
J4:ARC VOLT 连接至等离子电源弧压采样点的工作电压正极(WORK+)和工作电压负极(E-TRODE)。
J5:CAP SHIELD:连接保护帽初始定位引线。
GND:连接系统接地点。连接电缆要求2.5 平方毫米以上。
J4、J5 控制线均经由对应位置的防尘锁紧头直接连接后锁紧。各控制线的位
置及连接说明如下图所示:
电源及接地
AVC118 控制器的工作电压为:直流DC24V+10%,控制器本身功耗10W。请
选用合适的直流工作电源(开关电源或其他类型的直流稳压电源均可),功率需
大于(升降电机功率+10W)的110%,一般在100W 左右;请勿与其他强干扰源如点火器、电磁阀等共用该电源;电源连接请参考下图。
交流电源滤波器
型号规格要求:AC220V,电流 〉1A,该器件为选装件,由用户自己提供。
选装该器件有利于提高控制器的抗干扰能力,同时减少控制器对电源网络的电磁
辐射污染及干扰。
开关电源模块本身具有一定的电源滤波功能,可不用加装电源滤波器;
接地
重要:由于等离子切割系统在工作过程中将会产生很强的高频高压、电磁辐射等干扰,为保证弧压调高控制器的稳定性和可靠性,控制器必须可靠接地。
连接方法:请采用2.5 平方mm 以上导线可靠连接AVC118 控制器的GND 接线
柱与数控切割机床的集中接地点。
CNC 数控系统连接
控制器与数控系统的连接端子为J1,各端口定义为:
J1-1:AUTO,数控系统发出的自动使能信号;
J1-2:UP,数控系统发出的上升信号;
J1-3:DOWN,数控系统发出的下降信号;
J1-4:START ARC,数控系统发出的等离子起弧信号;
J1-5:
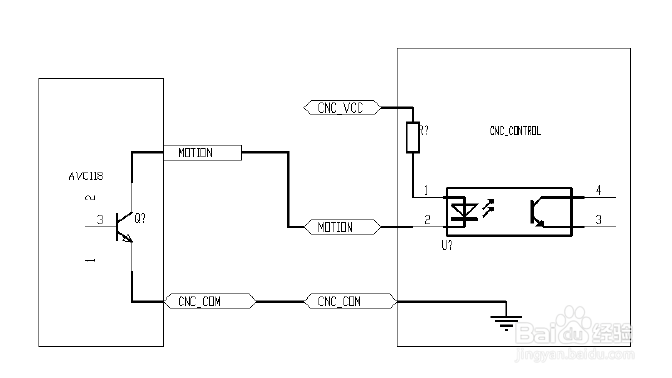
J1-6:MOTION OUT,弧压调高控制器发出的运动使能信号输出;
J1-7:
J1-8:CNC_COM,数控控制信号公共端(公共地);
其中:AUTO 自动使能信号,为适应一些早期的没有自动使能输出信号的
数控系统,缺省定义为高电平或继电器触点开路或悬空不接为有效,低电平
或继电器的触点接通使该端子与J1-8 CNC_COM 端导通为禁止自动调高状态。
其余输入信号均为低电平或开关接通有效。
运动使能输出信号(MOTION OUT)为NPN 型三极管集电极开路输出电路,
数控系统运动使能状态时为低电平,平时为高电平,驱动能力:最大35V,
50mA。与数控系统的连接参考下图:



 4/5
4/5电机及限位开关连接
电机型号:直流永磁电机,额定工作电压 24V,功率100W。
连接端子:J2-5,J2-6。如果割炬上升下降方向与控制器的控制按键相反时, 请交换电机的接线。
割炬升降机构的上下限位开关连接
J2-1:接上限位开关常开触点,限位时与公共端接通;
J2-2:接下限位开关常开触点,限位时与公共端接通;
J2-3:接上、下限位开关公共触点;
注意:限位开关应接常开触点。
等离子电源连接
起弧控制开关的连接
AVC118 控制器的起弧控制的电路输出方式为继电器,起弧及切割工作过程中,继电器触点为接通状态;熄弧及待机状态下,继电器触点为断开状态;
继电器触点容量为:10A/250VAC,如果用户所选用的等离子源的起弧控制电路的工作电压、电流超过此额定值,请采用中间继电器扩充容量,否则系统将不能稳定可靠的工作,甚至造成继电器的永久损坏。
弧压采样信号连接
AVC118 控制器内集成了隔离分压功能,其作用是对等离子电源较高的弧压进行一定比例的分压取样、经隔离运算放大器、滤波处理后,连接到调高器,减少等离子电源对调高控制器的干扰。隔离分压器的分压
比为100:1。
等离子弧压信号连接电缆请选用耐压500V 以上的0.75 平方毫米以上的双芯电缆。控制箱中标有:
E_TRODE(-):接等离子电源工作电压负极;
WORK(+):接等离子电源工作电压正极;
注意:一定要认真核对等离子电源工作电压的正负极性,不可接错,否则可能损坏调高控制器!等离子电源适合的弧压信号取样点依据等离子的不同而不同,请具体咨询等离子电源供应商。
接地
电源滤波器和主副控制箱的接地柱GND 应通过2.5 平方毫米的接地线可靠连接至数控切割系统的集中接地点;
接近开关及保护帽定位电路连接
接近开关连接
本系统配套的接近开关为电磁感应式接近开关,感应距离2mm,外径12mm,输出方式为NPN 型常开。
连接时,请将控制箱DC24V+(电源正极)、DC24V-(电源负极)分别连接至接近开关的工作电源正负极;将接近开关的信号输出线连接至控制箱接近开关连接段子的信号端(参见相关图示)。
使用多个接近开关时,用户可设计自己的电路接口板,也可采用下图所示的简单的串联电路。
注意:不使用接近开关定位功能时,请将控制箱内的两位拨码开关PRO_SW 全 部置于off 位置。
使用说明
正常工作状态下,接近开关需处于接近导通状态,初始定位时,割炬接触钢板,使割炬夹持器联动,接近开关脱离感应距离,接近开关输出信号为关断状态,此状态表征割炬与钢板接触。
采用接近开关定位方式时,用户应根据本公司提供的定位割炬夹具示意图进行夹具设计。所有等离子的初始定位,不管水上、水下切割,均可采用这种定位方式。采用高频引弧等离子和水下切割 ,请最好采用接近开关定位方式 。
初始定位工作过程
调高器接收到数控系统发出的起弧信号后,割炬立即下降,当接触到钢板时,接近开关脱离接近点,调高器接收到该信号,立即控制割炬提升到设定的定位高度(在提升过程中,接近开关会自动复位),定位完成后,调高器自动控制等离子起弧。采用这种方式,适用于所有等离子的初始定位。
保护帽初始定位电路连接
采用这种定位方式要求保护帽为金属结构,碰到钢板时能互相导通。连接图如下图2-7:
AVC118 弧压调高控制器内置专用隔离保护帽定位检测电路,该电路具有较强的抑制等离子源的高频高压干扰能力。使用时可用一根耐高压的绝缘导线,通过磁环将SHIELD 保护帽信号引线连接到控制箱的SHIELD 端子上;
注意: 割炬保护帽定位检测方式只适用于水上切割。

 5/5
5/5操作指南
AVC118 弧压调高控制器工作模式
控制器面板上的“AUTO MANU”键用于切换手动调高或自动调高控制模式。
AVC118 缺省情况下工作于弧压自动调高模式,在特殊情况下,根据用户需要,可以在等离子启弧切割以前或自动调高控制过程中按控制器面板上的“AUTOMANU”键切换进入手动调高控制模式。显示屏将不断显示警示信息。
自动初始定位切割
当调高控制器接收到数控系统发出起弧信号后,调高器首先进行初始定位,初始定位到位后,调高器自动控制等离子起弧,等离子产生转移弧后,调高器经穿孔延时后向数控系统发出运行允许信号(MOTION)。数控系统执行切割操作并
向调高控制器发出自动调高使能信号,调高控制器即可开始执行自动调高功能。
手动初始定位方式
当初始定位时间设定为0 时,调高控制器即处于手动初始定位工作模式。
手动调节等离子割炬的初始起弧高度,当调高控制器接收到数控系统发出的
起弧信号后,调高器立即控制等离子起弧,等离子产生转移弧后,调高器经穿孔
延时后向数控系统发出运行允许信号(MOTION)。数控系统执行切割操作并向调高控制器发出自动调高使能信号,调高控制器即可开始执行自动调高功能。
注意:当你选用的数控系统不能接收运行允许信号时,应采用延时的方法控
制数控运行。即数控向调高器发出起弧信号后,延时使数控运行,延时的时间长
短由起弧成功、穿孔延时等过程综合决定,用户应根据有关资料和经验确定。
参数设置功能键
共四个键,分别为:
MEMU(菜单键);
ENTR(确认键);
UP ↑(向上调节键);
DOWN ↓(向下调节键)。
基本参数调整
等离子切割时需要设定的基本参数有三个,即给定弧压(ARC_VOLT)、初
始定位上升时间(IHS_TIME)、穿孔延时时间(PIE_TIME)。
在待机状态下,按一次“MENU”键后即进入工作参数设置界面,此时按上下
箭头键可选择设置不同的工作参数或功能测试。按ENTR 键可进入当前参数设置
或功能测试。进行参数设置时使用上下箭头键调整参数值,按住上下箭头键两秒
以上可进入参数自动加速调整状态,参数设定合适后,按ENTR 键退出到上一级
菜单。
弧压设置
在待机状态下,按一次“MENU”键后即进入工作参数设置界面,此时按上下
箭头键选择直至出现“Arc_Volt”弧压设置菜单,按ENTR 键,显示屏显示当前
给定弧压(单位:伏),光标闪烁。使用上下箭头键调整参数值,按住上下箭头
键两秒以上可进入参数加速自动调整状态,参数设定合适后,按ENTR 键退出到
上一级菜单。
初始定位时间设置
单位为10ms(毫秒),设置方法同上。
注意:Ihs_Time 设置为0 时,控制器将进入手动初始定位模式。
穿孔延时时间设置
单位为0.1s(秒),设置方法同上。
注意:Pie_Time 设置为0 时,控制器将自动禁止穿孔延时功能。
功能测试
AVC118 具备初始定位测试和起弧测试功能,操作方法如下:
初始定位测试:
在待机状态下,按一次“MENU”键后即进入工作参数和功能测试选择界
面,此时按上下箭头键选择直至出现”Ihs Test”初始定位测试菜单,按
ENTR 键,显示屏显示提示信息“IhsTest?”要求进一步确认,在当前状态
下,可以做两种操作:1、再按一次ENTR 键即可开始进行初始定位测试,在
定位的过程中,可以按ENTR 键中断初始定位测试过程;2、可以按上下箭头
键重新调整初始定位时间。初始定位测试完成后,可按MENU 键退出到上一
级菜单,也可按ENTR 键重复进行初始定位测试。
起弧测试:
在待机状态下,按一次“ARC TEST” 键后即进入起弧测试准备状态,显示屏显示提示信息“ArcTest?”,此时再按一次ENTR 键即可开始进行起弧测试,在起弧测试过程中,可以按ENTR 键中断起弧测试过程。起弧测试完成后,可按“ARC TEST ”键退出,也可按ENTR 键重复进行起弧测试。
内部参数的设置
在调高器待机状态下,按MENU 键进入工作参数设置菜单,此时同时按住“UP”和“DOWN”键3 秒钟以上,放开按键,即进入内部隐含参数设置。
设置方法:
按上下箭头键选择需要调整的参数;按“ENTR”进入参数设定,用“UP”
或“DOWN”修改当前参数,修改完成后按ENTR 键确认退回上一级菜单。按
“MENU”键退出。各隐含参数根据缩写定义如下:
MAX_PWM:脉宽调制(PWM)的最大脉宽值设置。
该参数确定电机的最大运行速度,设置最大值120,最小值:60,初始值:120。如果电机高速运转时出现堵转或有顿挫感时可调小此参数,一般情况下无需调整。
MIN_PWM:脉宽调制(PWM)最小脉宽的设置。
该参数设定电机的最小运行速度,设置最大值120,最小值:10,
初始值:30。
IhsUPPWM:初始定位上升到定位高度时采用的速度脉宽。该参数设定初始定位时,在监测到到位信号后,向上提升割炬到初始起弧高度时电机的运行速度。一般的,提升速度越大,初始定位精度越低,提升速度越小,初始定位精度越高。设置最大值:
MAX_PWM,最小值:MIN_PWM,初始值:30。
IhsDNPWM:初始定位下降的脉宽。
该参数设定初始定位开始,割炬下降时电机的运行速度。在使用接近开关定位方式时,速度可以较大;在使用保护帽接触式定位方式时,建议设置较小的电机速度,以免等离子割炬受到太大的冲击。设置最大值班MAX_PWM,最小值:MIN_PWM,初始值:90。
UD_ PWM:手动上升下降时的脉宽。
该参数设定手动上升下降时电机的运行速度。
设置最大值班MAX_PWM,最小值:MIN_PWM,初始值:120。
ARC_TOLE:过弧压保护电压设置。
设置最大值50,最小值:5,初始值:15。
等离子切割过程中,如果割枪有过割缝的情况(如引入引出线),弧压将立即升高,如没有过弧压保护,割枪将快速撞向钢板,损坏割炬,设置该参数有利于保护割枪。
BRAKE_EN:反向制动使能控制。
调高控制器具有电机运行反向制动功能,手动升降割炬时可以精确定位割炬位置。
设置该参数为0,可以禁止调高电机的反向制动功能;设置该参数为1 或其他非0 数值,可以使能调高电机的反向制动功能。系统初始值:1,反向制动使能。
AUTO_AMP:弧压控制自动调高时的灵敏度(PWM 放大倍数)。该参数用于设置弧压变化时的PWM 调整速度系数。该参数越大,调高系统的反应越灵敏,同时割炬运行的平稳性降低;该参数越小,调高系统地反应灵敏度降低,同时割炬运行得平稳性提高。所以合适的选择该参数,可以在系统灵敏度和平稳性取得较好的平衡。
设置范围:001~020,一般设置为010:初始值:010
UP_BRK_T 上升时的反接制动时间。
在进行手动上升操作完成时,要求快速停止,本系统采用反接制动方式,调节该参数可有效减轻系统的过冲现象。设置范围:001~100,初始值:020,单位为毫秒。60 瓦的电机可调整为50。
DN_BRK_T 下降时的反接制动时间。
在进行下降操作完成时,要求快速停止,本系统采用反接制动
方式,调节该参数可有效减轻系统的过冲现象。设置范围:001~100,初始值:020,单位为毫秒。60 瓦的电机可调整为50。
EMGLFT_T:切割过程中割炬碰到钢板时紧急提枪的时间。
设置范围:001~100,初始值:020,单位为10ms,一般设置在
005~050 之间。初始值:020。
EMRLFT_P:割枪紧急提升时的脉宽(速度)。
设置最大值:MAX_PWM,最小值:MIN_PWM,初始值:100。
ADJ_RANG:弧压智能调整范围。
设置最大值:050,最小值:005,初始值:10。
设置范围最好在005~020 之间。初始值:010
在切割过程中,用户设定的弧压过低,或者随着等离子易损件使用时间的增加,等离子电源的弧压难以在适宜的割炬高度下降低到弧压设定值,这种情况下,如给定弧压不变,控制器将会控制割炬高度进一步降低,很有可能碰到钢板。如果碰撞发生,调高系统的碰撞保护电路会起作用,割炬会紧急瞬时提升;在连续多次碰撞发生的情况下,调高器自动将给定弧压提高,以防继续碰撞钢板,当增加的弧压达到该设置范围时,即使继续碰撞钢板,弧压也不提高了。用户在发现这种情况后应及时检测易损件。
ADJ_STEP:弧压智能调整电压的幅度。
该参数设定弧压智能自动调整时每次增加的弧压幅度,如设置
为005 时,割炬在智能调整时每次调整 5V。设置最大值:10,最小值:1,初始值:001。一般设置在001~005 之间。
INTEL_SG:弧压智能调节功能是否使能。
设置为000,表示智能调节禁止,设置为001 或其他非0 值时,表示智能调节使能。 初始值:000,弧压智能调节功能禁止。
ARC_ACCU:弧压精度。
该参数设置弧压控制精度,设置范围001~010。
当设置为001 时,表示弧压精度为±1V,当设置为005 时,表示弧压精度为±5V。初始值:001。
PIER_ENA:穿孔使能控制。
该参数控制是否由调高控制器来执行等离子的穿孔延时功能,设置为000 时,调高控制器在起弧成功后,不执行穿孔延时过程,直接发出数控运行允许信号MOTION,穿孔延时过程由数控系统控制。
设置为001 或其他非0 值时,在等离子起弧成功后,控制器内部执行自动穿孔延时程序,程序结束时输出数控运行允许信号。
初始值:001,穿孔延时使能。
FAIL_LFT:等离子息弧自动提升割炬时间,单位 0.1 秒。
该参数设定息弧后或等离子起弧不成功时,是否自动提升割炬,以及提升割炬的时间(决定提升高度)。
当该参数设置为0 时,即禁止息弧自动提枪。
该参数设置范围为0-100(即0-10 秒)。缺省值为10。
COL_STOP: Collision Stop Enable,割炬碰撞停机允许。
设定值:0 或1,设定其他值作0 处理。
缺省值:0,割炬碰撞钢板后,只是执行割炬提升动作,如果INTEL_SG使能,则执行弧压自动调整功能。
设定值:1,则在割炬连续碰撞钢板后,执行熄弧提枪功能,同时向数控系统发出运行停止信号(MOTION 信号转换为高电平或断开)。弧压自动调整功能在该设定值下无效。
DELAY_IN:设定等离子起弧后,弧压延迟输入的时间,设定范围:0-100,单位0.1 秒。缺省值:20(2 秒)。该参数主要用于避免不同的等离子源起弧时高频干扰时间的差异。
DEFAULT:恢复缺省值。
该选项不是一个实质意义上的参数,而是执行恢复所有隐含参数到出厂时的缺省值的功能选项,将此参数设定为特定值18,按MENU键退出时,即可将所有隐含参数恢复到出厂设定的缺省值。同时该参书本身也被恢复为000,下次如果需要执行参数恢复功能时,必须重新设定为特定值18,方可重新执行一次恢复功能。该功能只有在系统隐含参数混乱,不能正常工作时使用。
故障维护

 avc118
avc118 版权声明:
1、本文系转载,版权归原作者所有,旨在传递信息,不代表看本站的观点和立场。
2、本站仅提供信息发布平台,不承担相关法律责任。
3、若侵犯您的版权或隐私,请联系本站管理员删除。
4、文章链接:http://www.1haoku.cn/art_864810.html