 订阅
订阅铝合金的焊接方法
来源:网络收集 点击: 时间:2024-06-01 2/2
2/2铸造铝合金
铸造铝合金按化学成分可分为铝硅合金,铝铜合金,铝镁合金,铝锌合金和铝稀土合金,其中铝硅合金又有过共晶硅铝合金,共晶硅铝合金,单共晶硅铝合金,铸造铝合金在铸态下使用
 焊接方法1/5
焊接方法1/5电阻焊
铝合金电阻碰焊(点焊)一般只能做5mm厚以下的板材与板材的叠焊,或Φ10mm以下棒材与棒材的叠焊。优势是焊接成本低,焊接效率高,更方便融入自动化生产线,比如汽车制造就有大量使用,局限性就是能焊接的厚度有限,而且针对不同的产品和结构要制作不同的电极。
 2/5
2/5氩弧焊
手工钨极氩弧焊主要用于焊接铝合金薄板(厚度 6mm)结构。由于氩气的保护作用和氩离子对铝合金氧化膜的破碎作用,氩弧焊可以不用焊粉,从而避免了焊后残渣对接头的腐蚀,因此氩弧焊焊完后可以不用清理,接头形式也可以不受限制。另外,焊接时氩气流对焊接区域的冲刷能使焊接接头显著冷却,因此改善了接头的组织和性能,并减少了焊件变形
 3/5
3/5气保焊
气保焊的铝合金单面焊双面成形一般掌握起来比较有难度,对接的板材如果留有间隙就容易焊穿,不留间隙焊缝的背透不容易控制。国内对于铝合金的接焊一般也都是交流氩弧焊接方法,但对于厚一些的板材,氩弧的效率会很低,目前在一些考试项目中才会采用熔化极脉冲气保铝合金焊接,而且对接板焊接大部分都是仰焊部位,主要应用于动车组铝合金车体、车架的焊接。
 4/5
4/5摩擦焊
铝合金搅拌摩擦焊焊缝是经过塑性变形和动态再结晶而形成,焊缝区晶粒细化,无熔焊的树枝晶,组织细密,热影响区较熔化焊时窄,无合金元素烧损、裂纹和气孔等缺陷,综合性能良好。与传统熔焊方法相比,它无飞溅、烟尘,不需要添加焊丝和保护气体,接头性能良好。由于是固相焊接工艺,加热温度低使得焊接变形小。缺点是焊接速度慢,工艺不够成熟。
 5/5
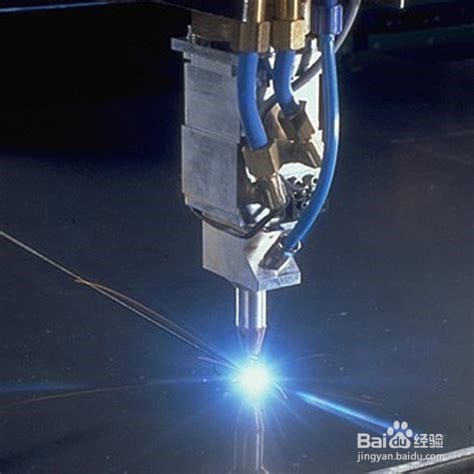
5/5激光焊
铝合金激光焊接技术是近十几年来发展起来的一项新技术,与传统焊接工艺相比,它具有功能强、可靠性高、无需真空条件及效率高等特点。其功率密度大、热输进总量低、同等热输进量熔深大、热影响区小、焊接变形小、速度高、易于产业自动化等特点,缺点是在焊接铝合金时能量无法全部吸收造成浪费大,设备采购成本高。
版权声明:
1、本文系转载,版权归原作者所有,旨在传递信息,不代表看本站的观点和立场。
2、本站仅提供信息发布平台,不承担相关法律责任。
3、若侵犯您的版权或隐私,请联系本站管理员删除。
4、文章链接:http://www.1haoku.cn/art_870419.html