 订阅
订阅怎么解决超声波焊接后产品断裂和损坏问题?
来源:网络收集 点击: 时间:2024-03-06【导读】:
超声波焊接后产品断裂和损坏是因为超声波焊接的振动能量很大,同时振动能量传输到塑胶件薄弱的位置,例如筋和支柱、以及塑胶件上固定的电子元件、晶体和芯片元件等,从而造成断裂和损坏。解决方案从产品设计入手。工具/原料more珠海超声波塑焊机中山超声波塑料焊接机方法/步骤1/7分步阅读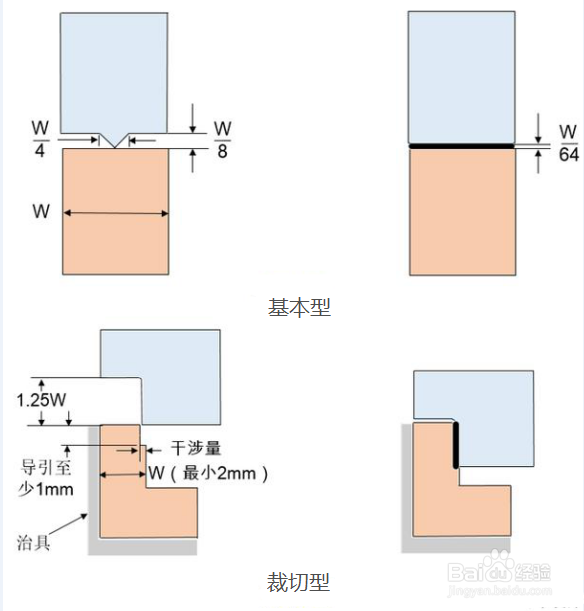 2/7
2/7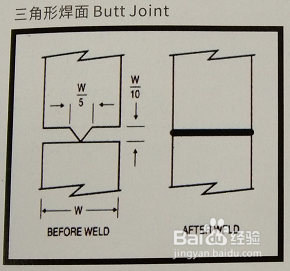 3/7
3/7 4/7
4/7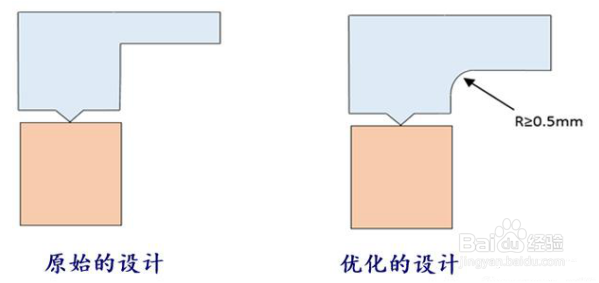 5/7
5/7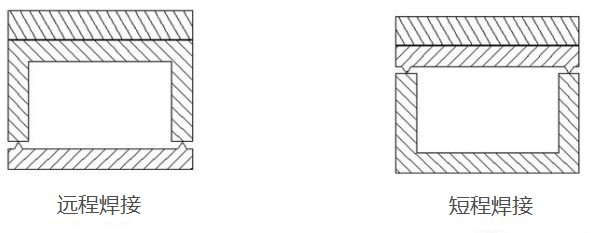 6/7
6/7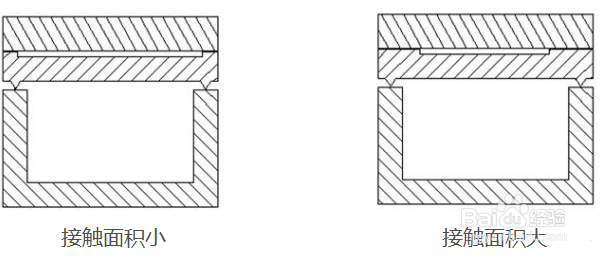 7/7
7/7
改变焊接面设计,标准型改成裁切型
在同样的超声设备、工装夹具和加工工艺基本参数下,裁切型的界面更易于溶接,焊接强度也更高。也就是说,裁切型的焊接面设计会减小超声波焊接时的能量,进而能够有效的防止断裂和损坏。
很多超声波焊接产品断裂的案例中,调节主要参数、改动工装夹具及调节振幅,都没能解决。但把焊接面改成裁切型,就解决了问题,并且改成裁切型后,焊接强度提高了。
2/7恰当的超声波线设计
恰当的超声波线或导熔线设计是有益于减小焊接时的能量的,比如说三角形超声线,而错误的超声线是错误的,不利于焊接。
3/7原料选择,使用更易于焊接的不定形塑胶
不定形塑胶更易于超声波焊接,焊接能量更小,不易产生断裂和损坏。
若是使用了半结晶体塑胶,产品中又有易损元件,则要注重选用超声波焊接紧固方式。
4/7塑胶件薄弱处加厚及加圆角
塑胶件薄弱处若边壁太薄则强度低;而斜角的出现非常容易形成热应力,要把斜角改成圆形,防止超声波焊接时断裂。
5/7短程焊接
短程焊接减少了超声波模具与焊接面的间距,能够减小能量流失,进而减小超声波焊接的能量。
6/7增加塑胶件焊接面与焊接头的接触面积
增加塑胶件焊接面与焊接头的接触面积有利于超声波焊接的能量传递,同时能够减小超声波焊接的能量。同理,在超音波传递方向上,防止裂缝和变形的构造也可以减小超声波焊接的能量。
7/7易损元器件避开超声波焊接处
当塑胶件中有电子元器件、结晶或其他易损元件时,要避开超声波焊接处;或是先超声波焊接,再进行塑胶件组装。
版权声明:
1、本文系转载,版权归原作者所有,旨在传递信息,不代表看本站的观点和立场。
2、本站仅提供信息发布平台,不承担相关法律责任。
3、若侵犯您的版权或隐私,请联系本站管理员删除。
4、文章链接:http://www.1haoku.cn/art_261495.html
上一篇:藕遇的家常做法
下一篇:如何在合并多个PDF时只选择需要的页面范围