 订阅
订阅不用G68怎么批量旋转坐标
来源:网络收集 点击: 时间:2024-04-05【导读】:
数控程序在使用过程中有时会因为夹具摆放的方向不一样需要对坐标进行旋转,有时会因为铸造件的外形有偏差需要对坐标进行旋转。有时会因为工艺图纸没有直接给出绝对坐标值需要对坐标进行旋转。甚至还有夹具在设计制作的时候出现的误差需要对坐标进行旋转。而我们最直接的方法就是使用G68的坐标旋转功能来旋转,但是他的缺点是如果你在执行程序的时候,由于选择程序段起始位置的错误在没有读取G68就执行程序,这会导致撞刀或者撞夹具。理由是如果没有执行G68那么他执行程序的所有绝对坐标值都旋转前的坐标,位置是肯定不对的。所以有些厂就明文规定不准使用G68。既然不准用我们就只有另外想办法,那么究竟怎样才能不使用G68对坐标进行旋转呢,一起来看解决办法吧。工具/原料more需要对坐标进行旋转的NC程序安装有CICOM软件的电脑方法/步骤1/8分步阅读 2/8
2/8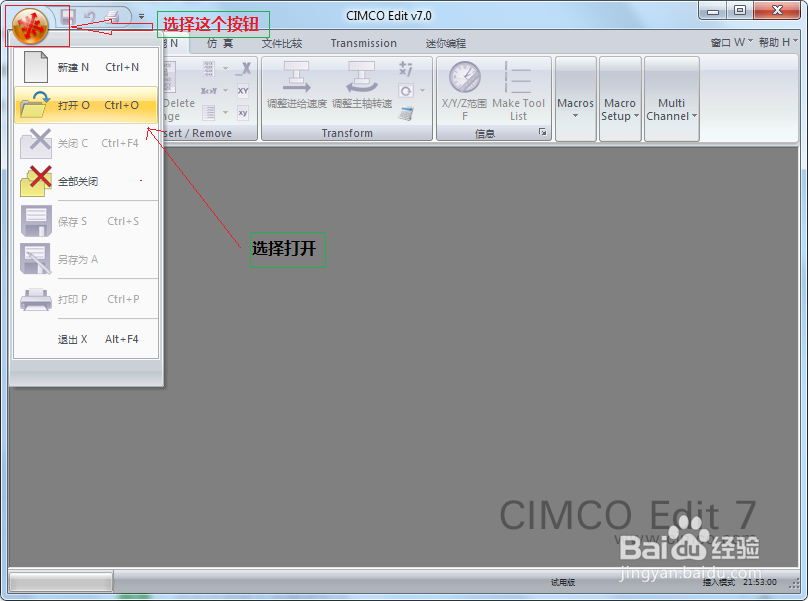

 3/8
3/8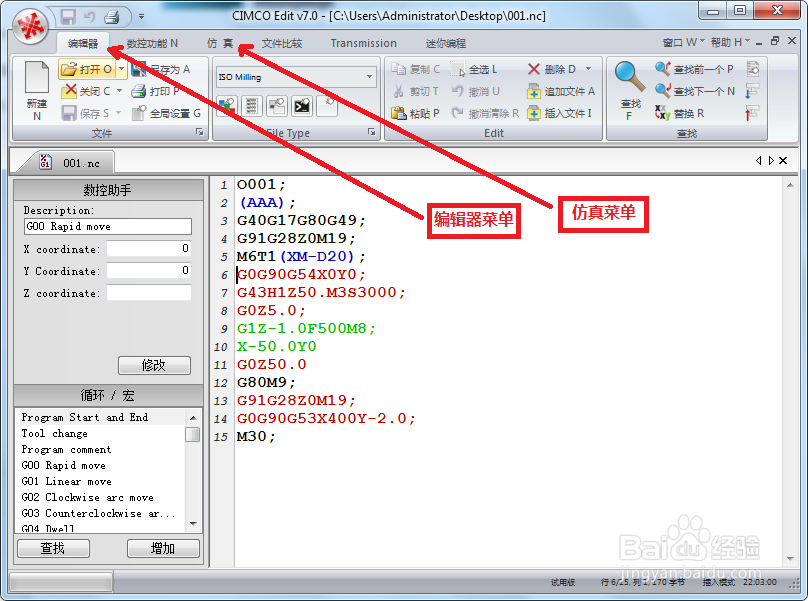
 4/8
4/8 5/8
5/8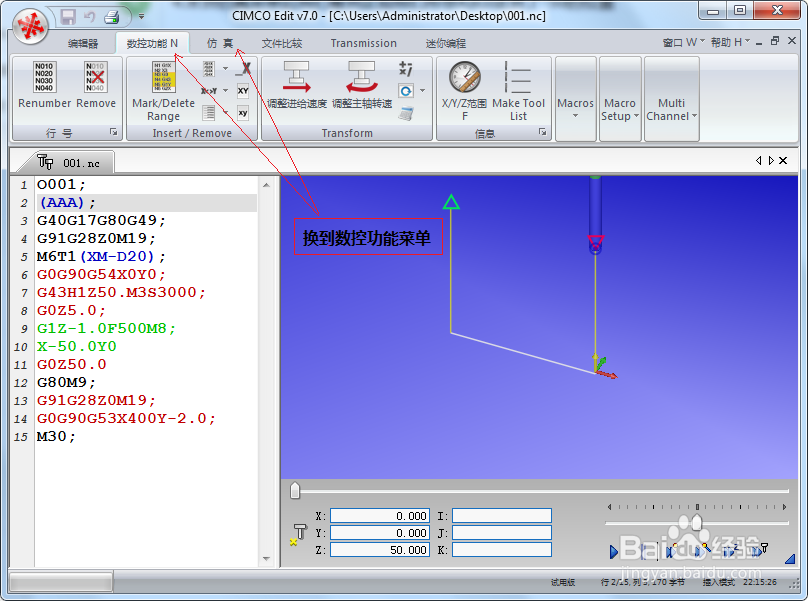

 6/8
6/8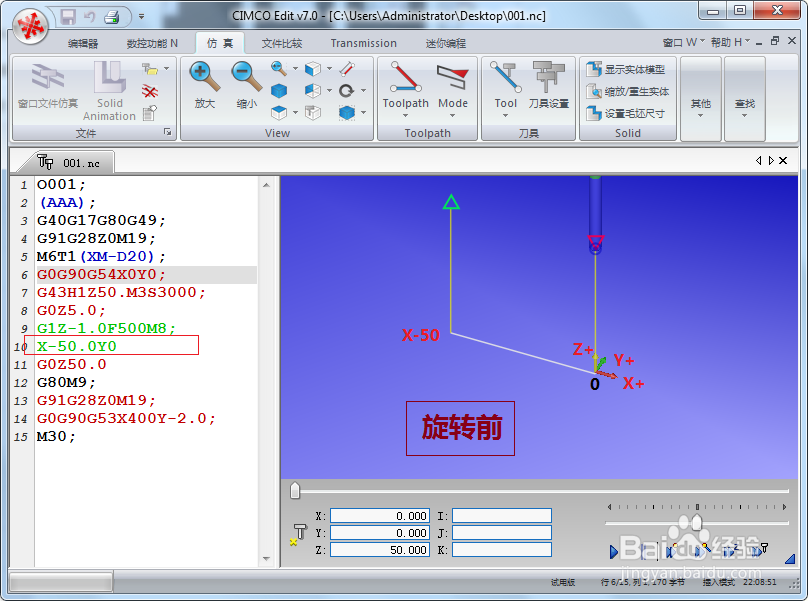
 7/8
7/8
 8/8
8/8
 注意事项
注意事项
1.准备好nc程序文件启动CICOM软件
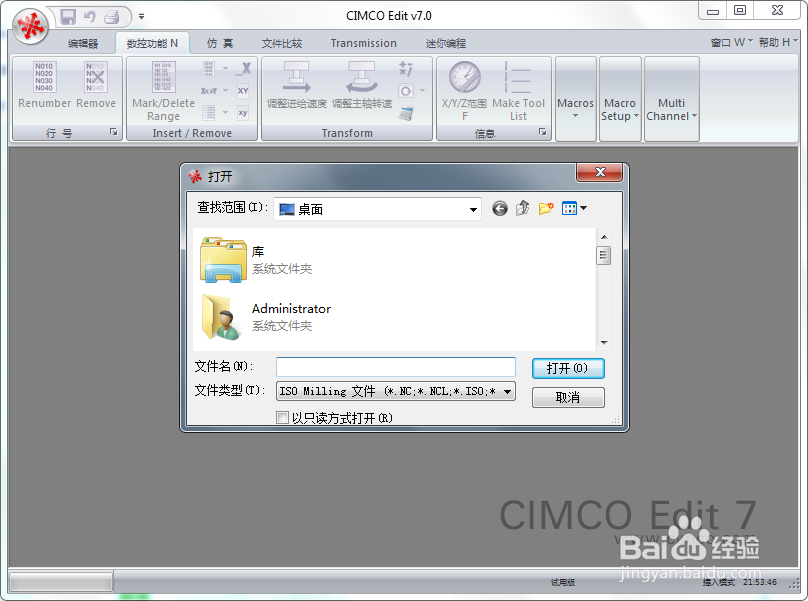
2/82.选择打开文件按钮打开你准备好的NC程序文件
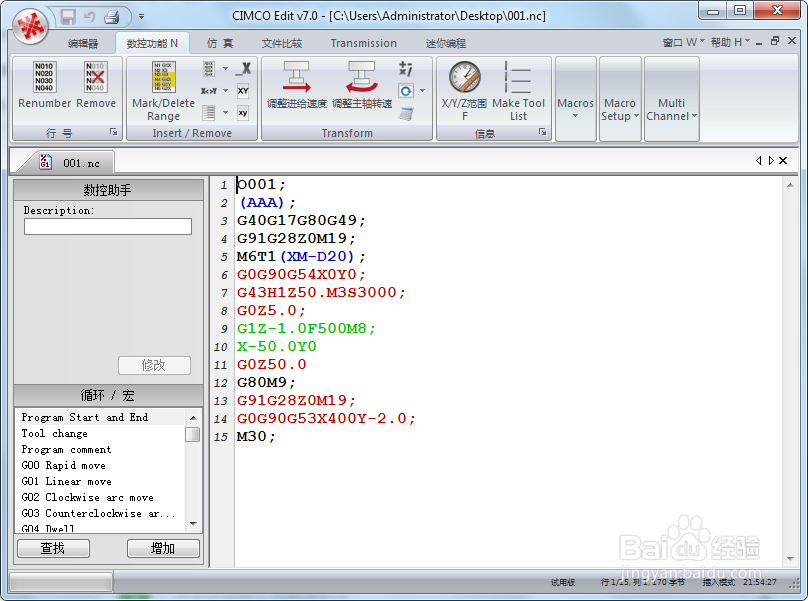
3/83.先来看看打开后的刀具路劲是什么样子,从编辑器菜单选择到仿真菜单并选择窗口文件仿真
4/84.来到仿真菜单后我们看到正如我们所想X从0走到了-50的位置
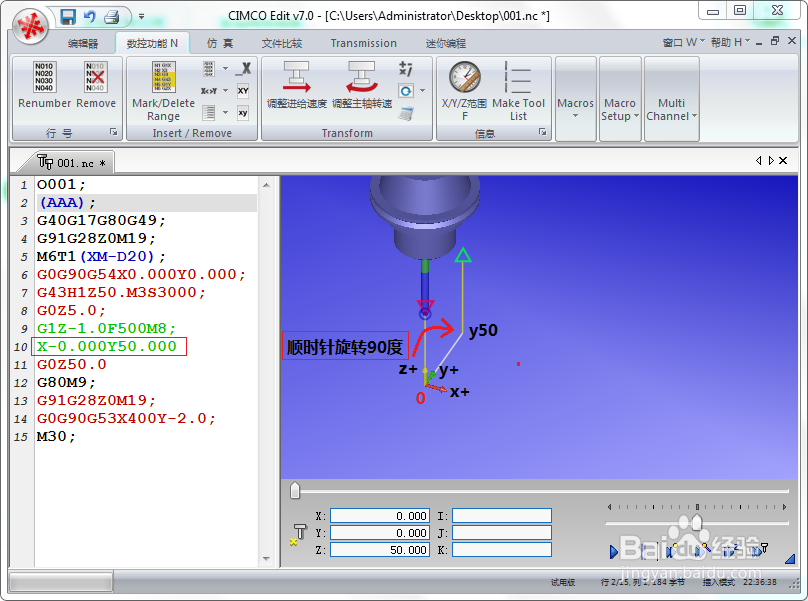
5/85.大家记住逆时针旋转角度值为正 顺时针旋转角度值为负,这次我们不按演示程序旋转。我们顺时针旋转90度,首先我们从仿真菜单切换到数控功能菜单,选择旋转功能按钮在弹出的菜单中角度那一栏输入-90度点击确定。
6/86.这次是顺时针旋转了90度了,可以看到刀具路径Y从0走到了+50位置。
7/87.前面的操作都是对整个NC程序的,我们来看看怎么选择区域旋转。前面演示过的步骤我不在演示这里只演示没演示到的步骤。首先鼠标左键点击拖动选择要旋转的区域,选择旋转在弹出的菜单中点位置X输入0, Y输入50。角度输入180,将仅选定部分打勾,然后点击确定。
8/88.大家看到了吗旋转中心点是可以改变的,将旋转点设置在X0Y50位置就是我们前一个旋转90度后的程序结束点,然后再逆时针旋转180度就刚好反过来。
注意事项有一点大家必须注意在没有选择区域的时候,他默认的旋转是对整个NC程序有效。
再次提醒逆时针旋转角度值为正 顺时针旋转角度值为负。旋转中心点可以任意设置,喜欢的朋友就分享一下吧
版权声明:
1、本文系转载,版权归原作者所有,旨在传递信息,不代表看本站的观点和立场。
2、本站仅提供信息发布平台,不承担相关法律责任。
3、若侵犯您的版权或隐私,请联系本站管理员删除。
4、文章链接:http://www.1haoku.cn/art_431127.html
上一篇:阿胶固元膏怎么做
下一篇:如何查看检验标志在12123