 订阅
订阅沙迪克线割机清角方法
来源:网络收集 点击: 时间:2024-07-13自动清角。
适用范围:适用于一般内孔,清角后剩余面符合定位需求。
处理方法:转程软件选用自动清角功能处理图面。直接在转出NC程式中体现清角加工路径。
 2/8
2/8M05 M06清角
使用范围:适用于定位面较短(自动清角剩余后剩余面小于1.mm)的异型孔。
处理方式:需要在nc程式中手动加第一刀(粗割)后,程式形式:
G02T84加工条件
G01X---Y----清角割入
G04X2.0 暂停2秒
M05M06X5.Y5.退回
 3/8
3/8清方角
适用范围:适用于宰长槽形式的内孔。
处理方法:CAD进行图片处理成下图所示,软体转出NC程式中直接体现清角加工路径。
常用加工路径对应数据如下:
A0.2线半径 B0.15线半径
3e=0.18 e=0.135--0.15
4 f=0.36--0.4 f=0.27---0.3
 4/8
4/8补正控制法
适用范围:如图所示的窄长槽槽底(顶)有R要求清角不可大过时。
处理方法:现场加工根据试割抓出补正值,在程式制作时加入。以C002 C003 C004分别对应加入精修程式之后。
 5/8
5/8包容法
如右图所示,此类异形面频繁相接需要做清角处理,直接有可能有可能定为之直线段。此时清角可以根据加工线半径选择相应的圆弧半径进行圆面处理,将整个异形面包容其中。转出NC程式直接体现。
 6/8
6/8忽略法
如下图所示,R0.05--R0.10小圆弧连接频繁断差H较小,一般清角效果不大,程式制作时忽略此圆弧连接处,以最大尺寸边界拉出加工。
 7/8
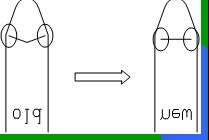
7/8M05 M06偏移法
如下图所示:old中清角形式过大,所留斜料线段较短。new中将两清角圆弧中心水平线下移。一般下移量为0.03--0.04mm,保证清出圆弧包容线径的自然R,使线段增长而且不影响;两侧的定位面。
 8/8
8/8间隙差值法
如下图所示:根据圆面模孔加工时有间隙要求,将内转R之间隙稍微大于整体间隙,生成差值等同于清角。
 注意事项
注意事项技术不是一天就能学会的!让我们一起慢慢学习,共同成长。
智能仪器版权声明:
1、本文系转载,版权归原作者所有,旨在传递信息,不代表看本站的观点和立场。
2、本站仅提供信息发布平台,不承担相关法律责任。
3、若侵犯您的版权或隐私,请联系本站管理员删除。
4、文章链接:http://www.1haoku.cn/art_953021.html